виде лысок, а иа рабочем торце толкателя выполнены срезы, граничащие между собой в диаметральной плоскости и направленные навстречу друг другу под одинаковыми углами. Кроме того, поводки втулки, взаимодействующие с лысками винтообразных направляющих, выполнены в виде тел вращения, например роликов.
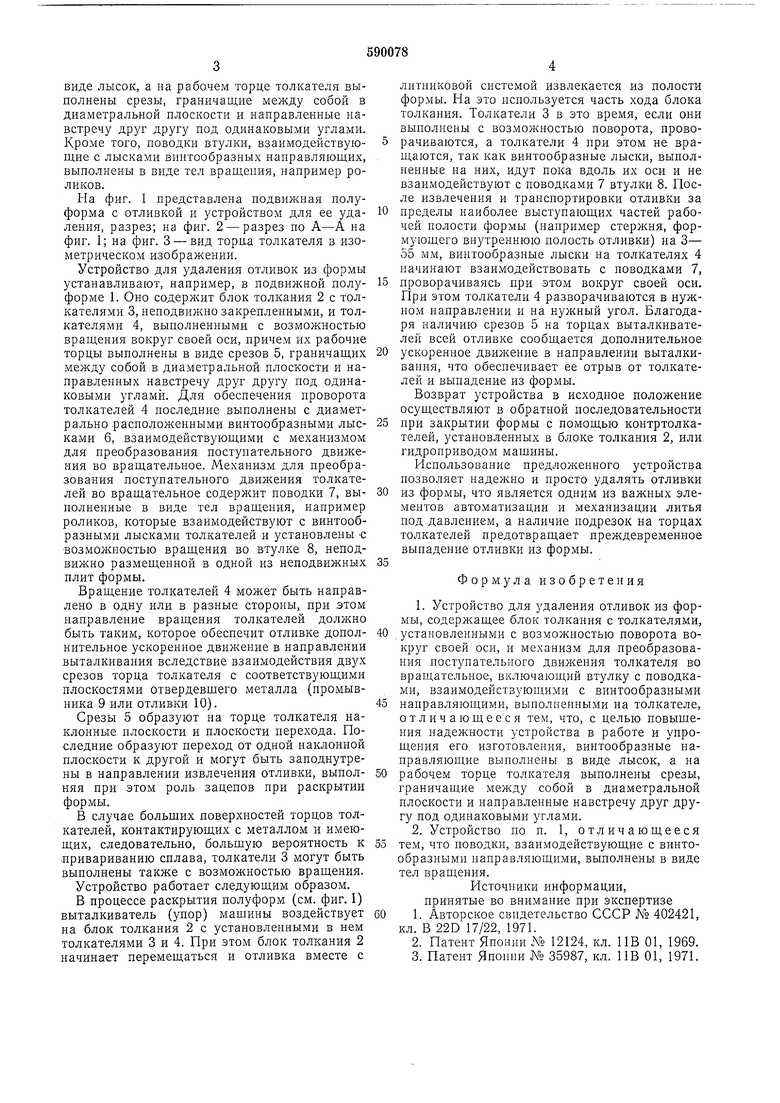
На фиг. 1 представлена подвижная полуформа с отливкой и устройством для ее удаления, разрез; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вид ториа толкателя в изометрическом изображении.
Устройство для удаления отливок из формы устанавливают, например, в подвижной полуформе 1. Оно содержит блок толкания 2 с толкателями 3, неподвижно закрепленными, и толкателями 4, выполненными с возможностью вращения вокруг своей оси, причем их рабочие торцы выполнены в виде срезов 5, граничащих между собой в диаметральной плоскости и направленных навстречу друг другу под одинаковыми углами. Для обеспечения проворота толкателей 4 последние выполнены с диаметрально .расположенными винтообразными лысками 6, взаимодействующими с механизмом для преобразования поступательного движения во вращательное. Механизм для преобразования поступательного движения толкателей во вращательное содержит поводки 7, выполненные в виде тел вращения, например роликов, которые взаимодействуют с винтообразными лысками толкателей и установлены € возможностью вращения во втулке 8, неподвижно размещенной в одной из неподвижных плит формы.
Вращение толкателей 4 быть направлено в одну или в разные стороны, при этом направление вращения толкателей должно быть таким, которое обеспечит отливке дополнительное ускоренное движение в направлении выталкивания вследствие взаимодействия двух срезов торца толкателя с соответствующими плоскостями отвердевщего металла {промывпика 9 или отливки 10).
Срезы 5 образуют на торце толкателя наклонные плоскости и плоскости перехода. Последние образуют переход от одной наклонной плоскости к другой и могут быть заподнутрены в направлении извлечения отливки, выполняя при этом роль зацепов при раскрытии формы.
В случае больщих поверхностей торцов толкателей, контактирующих с металлом и имеющих, следовательно, большую вероятность к .привариванию сплава, толкатели 3 могут быть выполнены также с возможностью вращения.
Устройство работает следующим образом.
В процессе раскрытия полуформ (см. фиг. 1) выталкиватель (упор) машины воздействует на блок толкания 2 с установленными в нем толкателями 3 и 4. При этом блок толкания 2 начинает перемещаться и отливка вместе с
литпиковои системой извлекается из полости формы. Па это используется часть хода блока толкания. Толкатели 3 в это время, если они выполнены с возможностью поворота, проворачиваются, а толкатели 4 при этом не вращаются, так как винтообразные лыски, выполненные на них, идут пока вдоль их оси и не взаимодействуют с поводками 7 втулки 8. После извлечения н транспортировки отлнвки за пределы наиболее выступающих частей рабочей полости формы (например стержня, формующего внутреннюю полость отливки) на 3- 55 мм, винтообразные лыски на толкателях 4 начинают взаимодействовать с поводками 7, проворачиваясь при этом вокруг своей оси. При этом толкатели 4 разворачиваются в нужном направлении и на нужный угол. Благодаря наличию срезов 5 на торцах выталкивателей всей отливке сообщается дополнительное ускоренное движение в направлении выталкивания, что обеспечивает ее отрыв от толкателей и выпадение из формы.
Возврат устройства в исходное положение осуществляют в обратной последовательности при закрытии формы с помощью контртолкателей, установленных в блоке толкания 2, или гидроприводом мащины.
Использование предложенного устройства нозволяет надежно н просто удалять отливки из формы, что является одним из важных элементов автоматизации и механизации литья под давлением, а наличие подрезок на торцах толкателей предотвращает преждевременное вынадение отливки из формы.
Формула изобретения
1. Устройство для удаления отливок из формы, содержащее блок толкания с толкателями, . установленными с возможностью поворота вокруг своей оси, и механизм для преобразования поступательного движения толкателя во вращательное, включающий втулку с поводками, взаимодействующими с винтообразными направляющими, выполненными на толкателе, отличающееся тем, что, с целью повышения надежности устройства в работе и упрощения его изготовления, винтообразные направляющие выполнены в виде лысок, а на рабочем торце толкателя выполнены срезы, граничащие между собой в диаметральной плоскости и направленные навстречу друг другу под одинаковыми углами.
2. Устройство по н. 1, отличающееся тем, что поводки, взаимодействующие с винтообразными направляющими, выполнены в виде тел вращения.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 402421, кл. В 22D 17/22, 1971.
2.Патент Японии А 12124, кл. 11В 01, 1969.
3.Патент Японни N° 35987, кл. 11В 01, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления отливок из формы | 1988 |
|
SU1585063A1 |
| Прессформа для литья под давлением | 1976 |
|
SU598689A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU740400A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU897392A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1585064A1 |
| Прессформа для литья под давлением | 1974 |
|
SU486862A1 |
| Универсальный блок для сменных пакетов литья под давлением | 1988 |
|
SU1608017A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU772706A1 |

