Изобретение относится к литейному производству, в частности к литью под давлением.
Цель изобретения - упрощение конструкции и повышение надежности работы пресс-формы.
На чертеже показана пресс-форма после заливки расплава.
Пресс-форма содержит подвижную 1 и неподвижную 2 полуформы с плитами крепления 3 и 4, обоймами 5 и 6, плитами выталкивания 7 и 8 с толкателями 9 и 10, контртолкателями 11 и 12 соответственно. В обойме 5 подвижной по- луформы 1 закреплена стержневая направляющая 13, а в плите выталкивания 8 неподвижной полуформы 2 - другая стержневая направляющая 14. На стержневых направляющих 13 и 14 выполнены соответственно лыски 15 и 16, расположенные друг против друга, а к полости, образованной лысками, подведен литниковый канал 17. В подвижной полуформе установлен стержень 18, а в неподвижной полуформе 2 - литниковая втулка 19, которая через литниковую систему 20 связан с формообразующей полостью.
Пресс-форма работает следующим об- разом.
При запрессовке в пресс-форму расплава по литниковой системе 20 заполняется формообразующая полость, а по каналу 17 - полость, образованная лысками 15 и 16. Затвердевший расплав соединяет стержневые направляющие 13 и 14 между собой. В результате плита выталкивания 8 неподвижной полуформы 2 соединяется с подвижной полуформой 1.
При раскрытии пресс-формы плита выталкивания 8 следует за подвижной полуформой 1 и толкателем 10 вытал
0
5 JQ ,„ О
,Q
55
кивает отливку из неподвижной полуформы 2. Плита выталкивания 8, дойдя до обоймы 6, останавливается, а подвижная полуформа 1 продолжает свое движение, при этом стержневые направляющие 13 и 14 сдвигаются друг относительно друга и срезают расплав, затвердевший в полости между лысками 15 и 16. Происходит разъединение плиты выталкивания 8 с подвижной полуформой 1. Выталкивание отливки из подвижной полуформы осуществляется традиционным способом, возврат плит выталкивания 7 и 8 в исходное положение - контртолкателями. После очистки лысок 15 и 16 пресс-форма готова к работе.
Ширину лыски Н рекомендуется выбирать из следующего соотношения: Н (1,05-1,10)Р/С1, где Р - усилие сопротивления перемещению плиты выталкивания при удалении отливки из неподвижной полуформы; 1 - длина лыски; 1 - сопротивление материала отливки на срез.
Зазор между стержневыми направляющими h следует выбирать по рекомендациям к глубине вентиляционных каналов для соответствующего заливаемого расплава.
Использование заливаемого расплава для соединения плиты выталкивания неподвижной полуформы с подвижной полуформой и обеспечение тем самым выталкивания отливки из неподвижной полуформы существенно упрощает конструкцию пресс-формы за счет ликвидации сложных механизмов скрепления, а следовательно, повышает надежность работы пресс-формы. Формула изобретения
Пресс-форма для литья под давлением, содержащая подвижную полуформу
5 15850646
с плитой крепления, обоймой, плитамити работы пресс-формы, она снабжена,
выталкивателей, неподвижную полуформудополнительной стержневой направляю 1с плитой крепления, обоймой, плитамищей с лыской, закрепленной в обойме
выталкивателей с закрепленной в нихs подвижной полуформы, при этом лыски
стержневой направляющей с лыскойрасположены одна против другой, а
и литниковую систему, отличаю-полость, образованная лысками, соедищ а я с я тем, что, с «целью упроще-йена с литниковой системой, ния конструкции и повышения надежнос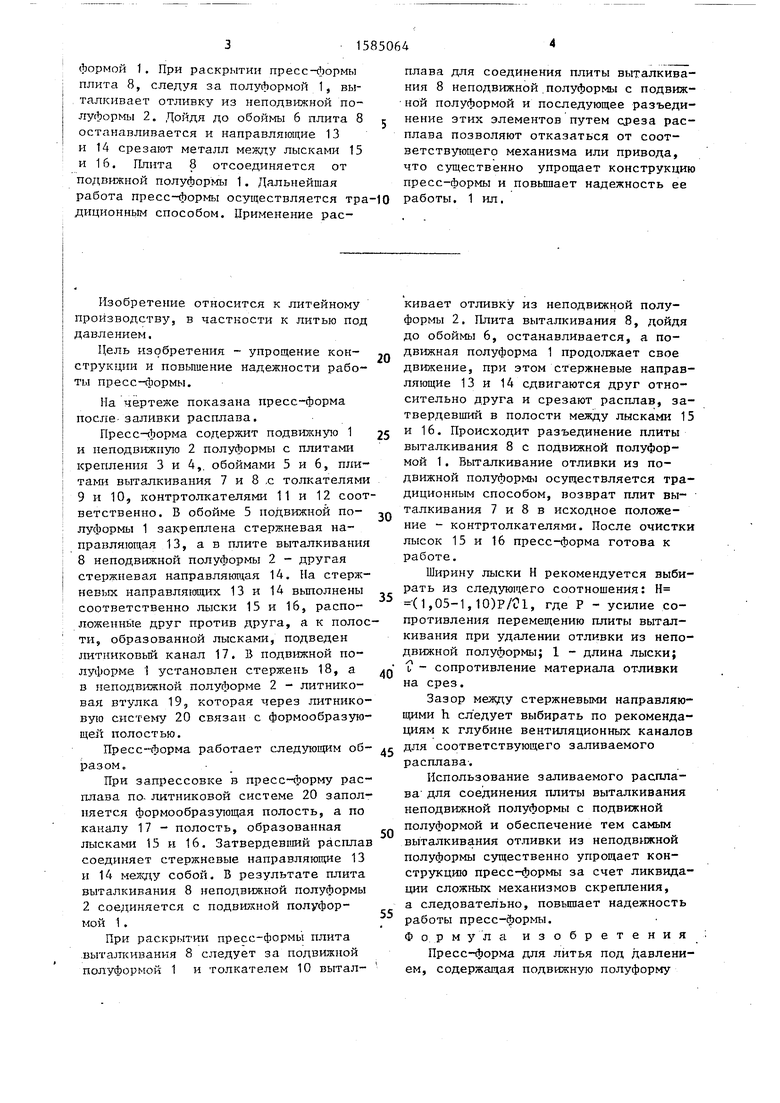
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Устройство для удаления отливок из формы | 1988 |
|
SU1585063A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU740399A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Пресс-форма для литья под давлением | 1977 |
|
SU626883A1 |
| Пресс-форма для литья под давлением | 1975 |
|
SU605681A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU740400A1 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1733188A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
Изобретение относится к литейному производству, в частности к литью под давлением. Цель изобретения - упрощение конструкции и повышение надежности работы пресс-формы. Пресс-форма содержит подвижную 1 и неподвижную 2 полуформы с плитами крепления 3 и 4, обоймами 5 и 6, плитами 7 и 8 выталкивания с толкателями 9 и 10 и контртолкателями 11 и 12 соответственно. В обойме 5 и в плите 8 закреплены стержневые направляющие 13 и 14 с лысками 15 и 16, расположенными друг против друга. Полость, образованная лысками, соединена с литниковой системой 20 каналом 17, по которому при запрессовке поступает расплав. Затвердевший расплав соединяет направляющие 13 и 14 друг с другом, т.е. соединяет плиту 8 выталкивания неподвижной полуформы 2 с подвижной полуформой 1. При раскрытии пресс-формы плита 8, следуя за полуформой 1, выталкивает отливку из неподвижной полуформы 2. Дойдя до обоймы 6 плита 8 останавливается и направляющие 13 и 14 срезают металл между лысками 15 и 16. Плита 8 отсоединяется от подвижной полуформы 1. Дальнейшая работа пресс-формы осуществляется традиционным способом. Применение расплава для соединения плиты выталкивания 8 неподвижной полуформы с подвижной полуформой и последующее разъединение этих элементов путем среза расплава позволяют отказаться от соответствующего механизма или привода, что существенно упрощает конструкцию пресс-формы и повышает надежность ее работы. 1 ил.
| Прессформа для литья под давлением | 1974 |
|
SU486862A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU663481A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
