ки поднимает изделие иад рабочим столом, переносит его на второе рабочее место и кладет на него, а сама опускается и возвраш;ается в исходное полол :ение для повторного цикла. Линия обеспечивает синхронность транснортпровки изделий, повышает производительность в результате сокращения всномогательиого времени. Однако она конструктивно не приспособлена для установки на ней сварочных кантователей.
Известна поточная линия преимущественно для сборки и сварки узлов тина дппщ щахтных вагонеток, содержащая установленные на основании по ходу технологического процесса укладчик, стенды сборки, сварочные кольцевые кантователи, кольца которых смонтированы на опорных роликах, поворотный стол, связанные между собой шаговым транспортером, на щтанге которого установлены толкатели 3.
Однако в этой ноточной линии невозможно использовать одну штапгу шагового транспортера на всю длину поточной линии.
Цель изобретения - использование одной штангп шагового транспортера на всю длину поточной линии.
Для этого в предлагаемой ноточной линии штанга расположена ниже оси вращения кольцевых кантователей, а каждое кольцо последних выполнено с пазом для толкателей шагового транспортера, при этом опорные ролики указанного кольца размещены в одной плоскости симметрично оси вращения кантователя, причем диаметр каледого опорного ролика превышает ширииу паза в кольце кантователя.
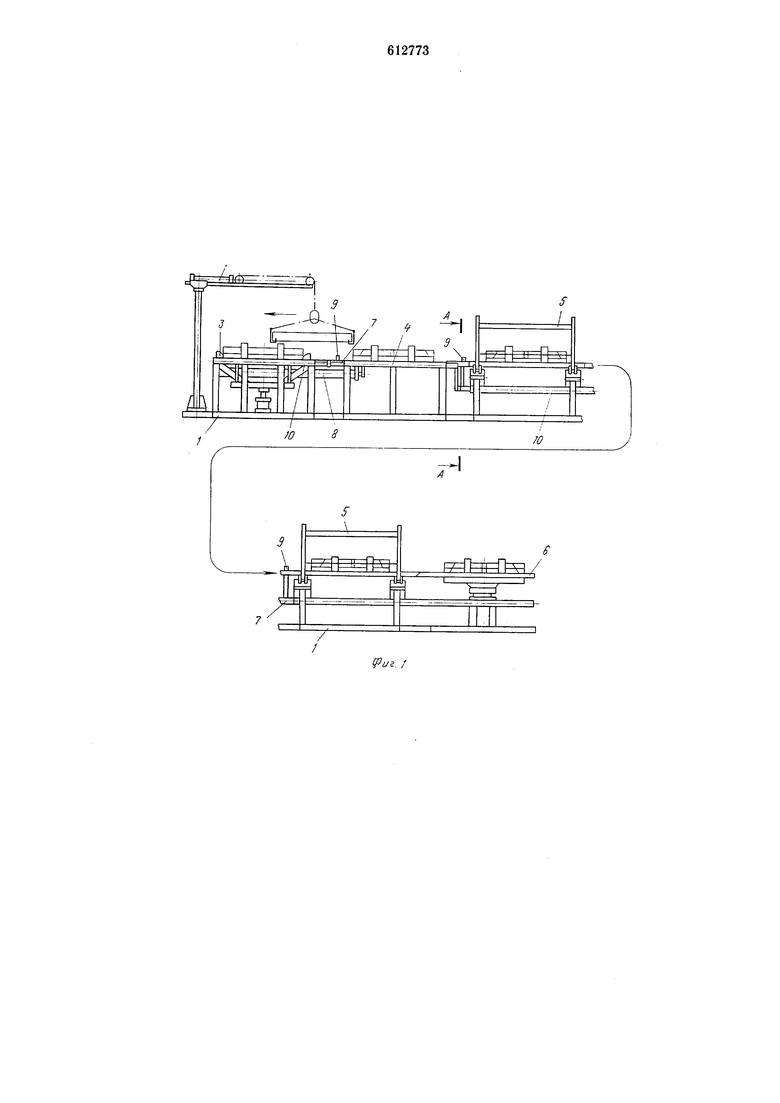
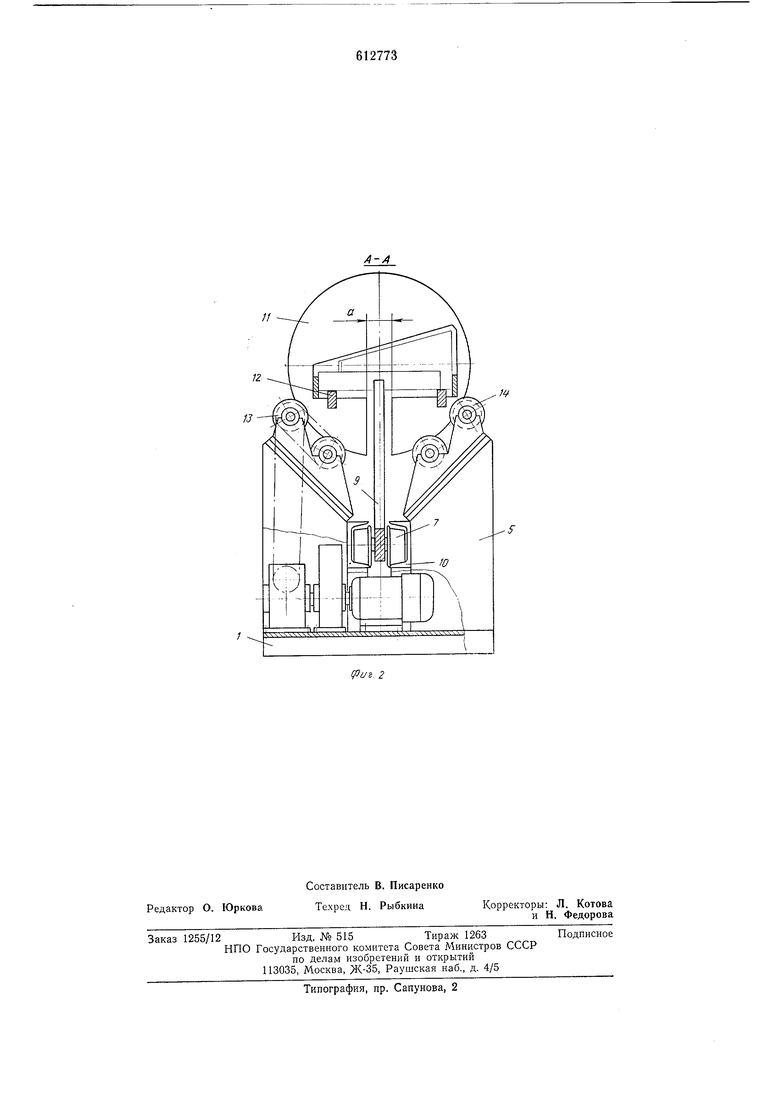
На фиг. 1 схематически изображена предлагаемая поточная линия; на фиг. 2 - разрез А-А на фиг. 1.
Поточная линия содержит основание 1, на котором установлены укладчик 2, стенд первичной сборки 3, стенд окончательной сборки 4, сварочный кольцевой кантователь 5 и поворотный стол 6.
Шаговый транспортер 7 с пневмоприводом 8 и толкателями 9, двил ущимися по направляющим 10, является единым транспортным средством, соединяющим все технологические операции.
Сварочиый кольцевой кантователь 5 включает в себя кольца 11 с пазами а, направляющие 12, пару приводных роликов 13 и пару опорных роликов 14. Конструкция кантователей позволяет разместить ось вращения изделия в необходимом и удобном для сварки месте.
Работает поточная линия следующим образом.
На первый стенд сборки 3 укладчиком 2 устанавливают базовую деталь, детали обвязки, ориентируют их, прил имают и прихватывают.
Собранный подузел толкателем 9 шагового транспортера 7, приводимого в действие пневмоприводом 8, перемещается па шаг на второй стенд 4. Здесь производится окончательная сборка изделия. После сборки изделие передается шаговым транспортером 7 на сварку, .которая пронзводится в сварочных кольцевых кантователях 5. Кольцевые кантователи поворачивают изделие в положение, удобное для
сварки.
Для обеспечения равномерного вращения кантователей и предотвращения удара в момент прохол дения паза кольца над любым роликом диаметр ролика должен быть больше
ширины иаза а.
После окончания техпологическнх оиераций кантователи поворачиваются в положение, при котором толкатели 9 шагового транспортера свободно проходят через пазы а колец
Ни передвигают изделие па шаг. Затем шаговый транспортер возвращается в исходное положение. Цикл повторяется.
Примепение в качестве транспортного устройства шагового транспортера в сочетании
со сварочными кантователями, имеющими пазы для прохождепия толкателей штанги шагового транспортера, позволяет использовать одпу штангу шугового транспортера па всю длину поточной лииии.
Формула изобретения
Поточная линия преимущественно для сборки и сварки узлов типа дппщ шахтных вагоиеток, содержащая установленные па основании ио ходу технологического процесса укладчик, стенды сборки, сварочные кольцевые кантователи, кольца которых смонтированы на опорных роликах, поворотный стол, связапные меладу собой шаговым транспортером, на штанге которого установлены толкатели, отличающаяся тем, что, с целью использования одной штанги шагового транспортера на всю длину поточной лппии, штапга располол ена оси вращения кольцевых кантователей, а каждое кольцо последних выполнено с пазом для толкателей шагового транспортера, опорные ролики каледого указанного кольца размещены в одной плоскости симметрично оси вращеппя кантователя, а диаметр каждого опорного ролика превышает ширипу паза в кольце кантователя.
Источники информации, принятые во внимание при экспертизе
1. Авторское свпдетельство СССР №251730, кл. В 23К 37/04, 1968.
2.Авторское свпдетельство СССР №253274, кл. В 23К 37/04, 1968.
3.Севбо П. И. Комплексная механизация и автоматизация сварочного производства.
Киев, 1974, с. 371.
.Л.
.f
-1
9 zb-Jx
Г
ю
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для изготовления сварных конструкций | 1977 |
|
SU694339A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU590125A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU1022797A1 |
| Поточная линия для сборки под сварку кузовов шахтных вагонеток | 1976 |
|
SU575199A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Поточная линия для обработки | 1983 |
|
SU1172665A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
f
//
