(54) ТЕРМИЧЕСКИЙ ПРЕСС
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи длинномерного материала в зону обработки | 1983 |
|
SU1107931A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Пресс для вырубки деталей из листового материала | 1961 |
|
SU141578A1 |
| Устройство для подачи многослойного настила волокнистого материала к вырубочному прессу | 1983 |
|
SU1138374A1 |
| Машина для очистки наружной поверхности цилиндрических изделий | 1976 |
|
SU657878A1 |
| Станок для притирки встречно наклоненных клапанов головок двигателей внутреннего сгорания | 1976 |
|
SU640839A1 |
| Вырубной пресс | 1981 |
|
SU969725A1 |
| Устройство для подачи многослойного настила рулонного материала к вырубочному прессу | 1983 |
|
SU1137045A1 |
| Гидравлический пресс для холодной раскатки капп и дисков | 1950 |
|
SU95457A1 |
| Устройство для резки пруткового материала | 1979 |
|
SU1186407A1 |
1
Изобретение относится к облаСти кузнечнопрессового машиностроения, а именно к конструкциям термических прессов, работа которых обеспечивается путем последовательного нагрева и охлаждения рабочего тела.
Известна конструкция термического пресса, содержащего периодически нагреваемый и охлаждаемый шток, а также взаимодействующие со щтоком и размещенные в направляющих станины траверсы.
Недостатком известной констрз-кции является ограниченность величины его рабочего хода, определяемая значением термического удлинения прессующего штока, что значительно ограничивает технологические возможности пресса.
Целью изобретения является увеличение рабочего хода пресса.
Это достигается тем, что щток выполнен в виде полосы с треугольными наконечниками, а траверсы выполнены в виде двух плит, взаимодействующих с треугольными наконечниками полосы, при этом пресс снабжен двумя установленными по обе стороны полосы параллельно ей на одной из траверс валами, взаимодействующими с полосой посредством размещенных на полосе цанговых зажимов.
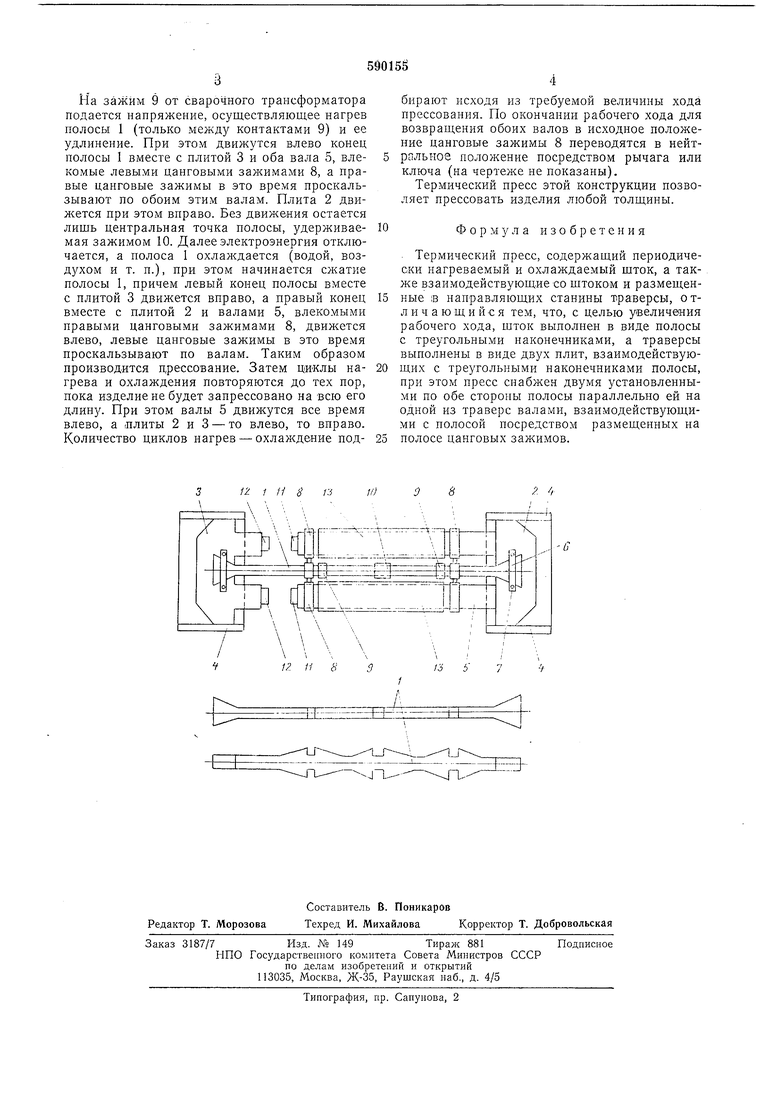
На чертеже изображен термический пресс, общий вид.
Пресс состоит из штока, выполненного в виде полосы I с треугольниками на концах и буртиками посередине, отливаемого из жаропрочного сплава, и двух прессующих траверс, выполненных в виде плит 2 и 3 и размещенных в направляющих 4. На траверсе - плите 2 размещены два параллельных полосе 1 вала 5.
В плитах 2 и 3 имеются треугольные выемки, в которые своими треугольными концами укладывается полоса 1 и закрепляется накладными планками 6, затягиваемыми болтами 7. На оба вала 5 одеты два цанговых зажима 8, жестко установленных на полосе 1. Сухари зажимов 8 находятся в одинаковом положении.
На полосе 1 жестко закреплены электроконтактные зажимы 9.
Электротермоизоляционным зажимом 10 рабочая полоса 1 жестко крепится к основанию точно посредине между зал имами 9, к которым подводится необходимая для нагрева полосы I электроэнергия. К валам 5 крепятся пуа.нсонодержатели 11, а к плите 3 - матрицедержатели 12. Для точного направления валов 5 служат направляющие 13. Пресс работает следующим образом.
Между пуансонодержателем 11 и матрицедержателем 12 укладываются заготовки.
а
Ma зажим 9 от сварочного трансформатора подается напряжение, осуществляющее нагрев полосы 1 (только между контактами 9) и ее удлинение. При этом движутся влево конец полосы 1 вместе с плитой 3 и оба вала 5, влекомые левыми цанговыми зал имами 8, а правые цанговые зажимы в это время проскальзывают по обоим этим валам. Плита 2 двилсется при этом вправо. Без движения остается лишь центральная точка полосы, удерживаемая зажимом 10. Далее электроэнергия отключается, а полоса 1 охлаждается (водой, воздухом и т. п.), при этом начинается сжатие полосы 1, причем левый конец полосы вместе с плитой 3 движется вправо, а правый конец вместе с цлитой 2 и валами 5, влекомыми правыми цанговыми зажимами 8, движется влево, левые цанговые зажимы в это время проскальзывают по валам. Таким образом производится дрессование. Затем циклы нагрева и охлаждения повторяются до тех пор, пока изделие не будет запрессовано на всю его длину. При этом валы 5 все время влево, а ллиты 2 и 3 - то влево, то вправо. Количество циклов нагрев - охлаждение .-
4
бирают исходя из требуемой величины хода прессования. По окончании рабочего хода для возвращения обоих валов в исходное положение цанговые зажимы 8 переводятся в нейтральное положение посредством рычага или ключа (на чертеже не показаны).
Термический пресс этой конструкции позволяет прессовать изделия любой толщины.
Формула изобретения
Термический пресс, содержащий периодически нагреваемый и охлаждаемый щток, а также взаимодействующие со щтоком и размещенные 1В направляющих станины траверсы, отличающийся тем, что, с целью увеличения рабочего хода, щток выполнен в виде полосы с треугольными наконечниками, а траверсы выполнены в виде двух плит, взаимодействующих с треугольными наконечниками полосы, при этом пресс снабжен двумя установленными по обе стороны полосы параллельно ей на одной из траверс валами, взаимодействующими с полосой посредством размещенных на полосе цанговых зажимов.
