(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН КОНДЕНСАТОРА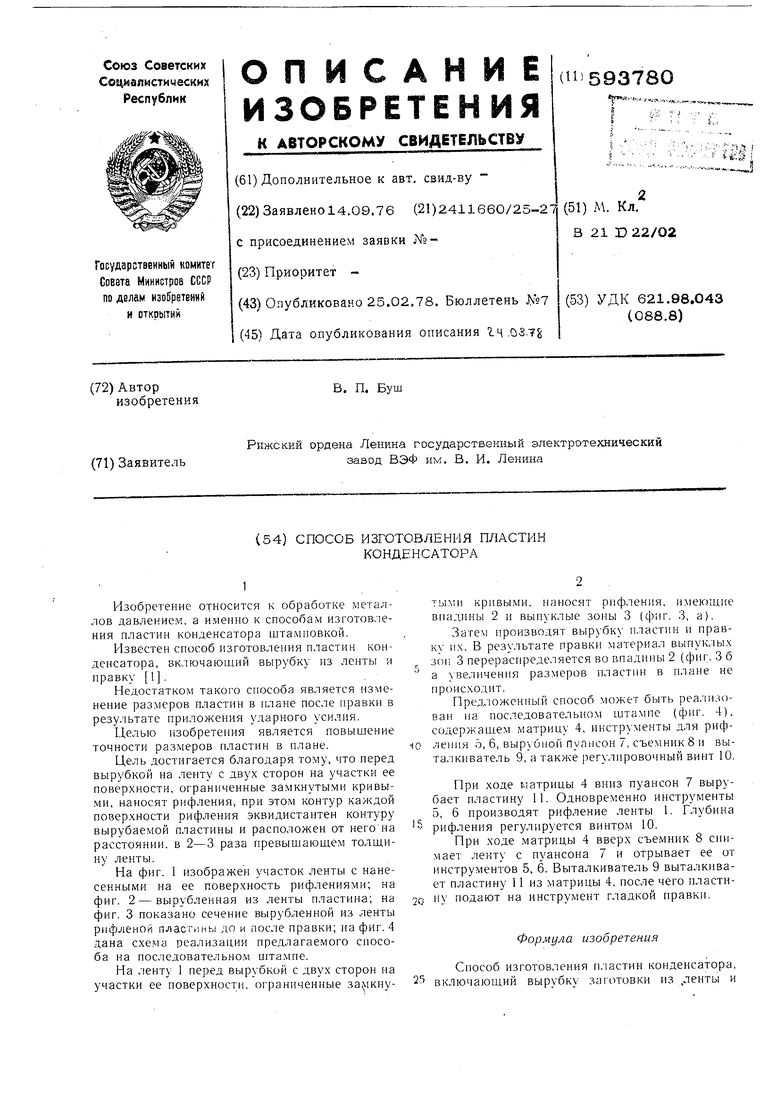
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ АБРАЗИВНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2101165C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛОЕВ | 1997 |
|
RU2167018C2 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| Автоматическая линия для изготовления электродов химических источников тока | 1972 |
|
SU444280A1 |
| Вырубной штамп | 1977 |
|
SU715176A1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| Штамп совмещенного действия для вырубки и пробивки | 1982 |
|
SU1060274A1 |
Изобретение относится к обработке металлов давлением, а именно к способам изготовления пластин конденсатора штамповкой.
Известен способ изготовления пластин конденсатора, включающий вырубку из ленты и правку 1.
Недостатком такого способа является изменение размеров пластин в плане после правки в результате приложения ударного усилия.
Целью изобретения является повышение точности размеров пластин в плане.
Цель достигается благодаря тому, что перед вырубкой на ленту с двух сторон на участки ее поверхности, ограниченные замкнутыми кривыми, наносят рифления, при этом контур каждой поверхности рифления эквидистантен контуру вырубаемой пластины и расположен от него на расстоянии, в 2-3 раза превышаюшем толш.ину ленты.
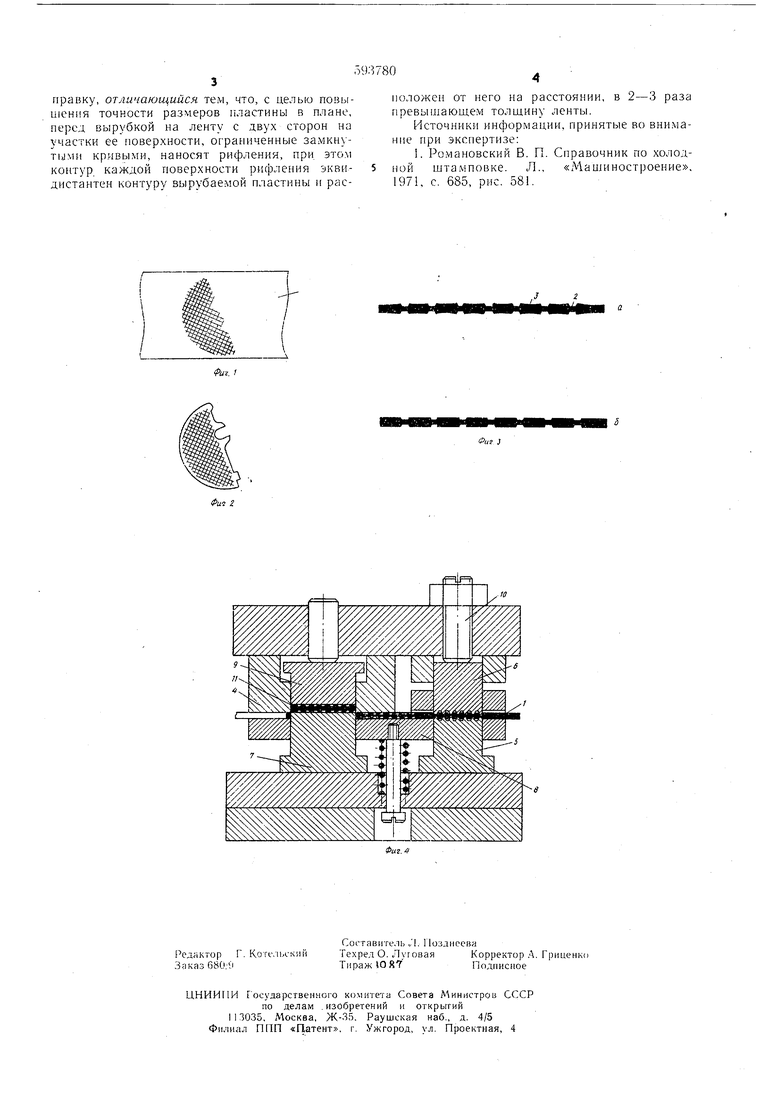
На фиг. 1 изображен участок ленты с нанесенными на ее поверхность рифлениями; на фиг. 2 - вырубленная из ленты пластина; на фиг. 3 показано сечение вырубленной из ленты рифленой пластины до и после правки; на фиг. 4 дана схема реализации предлагаемого способа на последовательном штампе.
На ленту 1 перед вырубкой с двух сторон на участки ее поверхности, ограниченные замкнутыми кривыми, наносят рифления, имеющие впадины 2 и выпуклые зоны 3 (фиг. 3, а).
Затем производят вырубку пластин и правк их. В результате правки материал выпуклых
зон 3 перераспределяется во впадины 2 (фиг. 3 б
а увеличения размеров пластин в плане не
происходит.
Предложенный способ может быть реализован на последовательном штампе (фиг. 4), содержащем матрину 4, инструменты для рифлепия о, 6, вырубной пуансон 7, съемник 8 и выталкиватель 9, а также регулировочный винт 10.
Цри ходе матрицы 4 вниз пуансон 7 вырубает пластину 11. Одновременно инструменты 5, 6 нроизводят рифление ленты 1. Глубина рифления регулируется винтом 10.
При ходе матрицы 4 вверх съемник 8 снимает ленту с пуансона 7 и отрывает ее от инструментов 5, 6. Выталкиватель 9 выталкивает пластину 11 из матрицы 4, после чего пластину подают на инструмент гладкой правки.
Формула изобретения
Способ изготовления пластин конденсатора, включающий вырубку заготовки из ,ленты и
правку, отличающийся Teivi, что, с целью повышения точности размеров пластины в плане, перед вырубкой на ленту е двух сторон на участки ее поверхности, ограниченные замкнутыми кривыми, наносят рифления, при. этом контур каждой поверхности рифления эквидистантен контуру вырубаемой пластины и расиоложен от него на расстоянии, в 2-3 раза превы1лаюш,ем толщину ленты.
Источники информации, принятые во внимание при экспертизе:
I
fu 3
