линдра, причем выход датчика соединен с одним из входов вычислительного устройства.
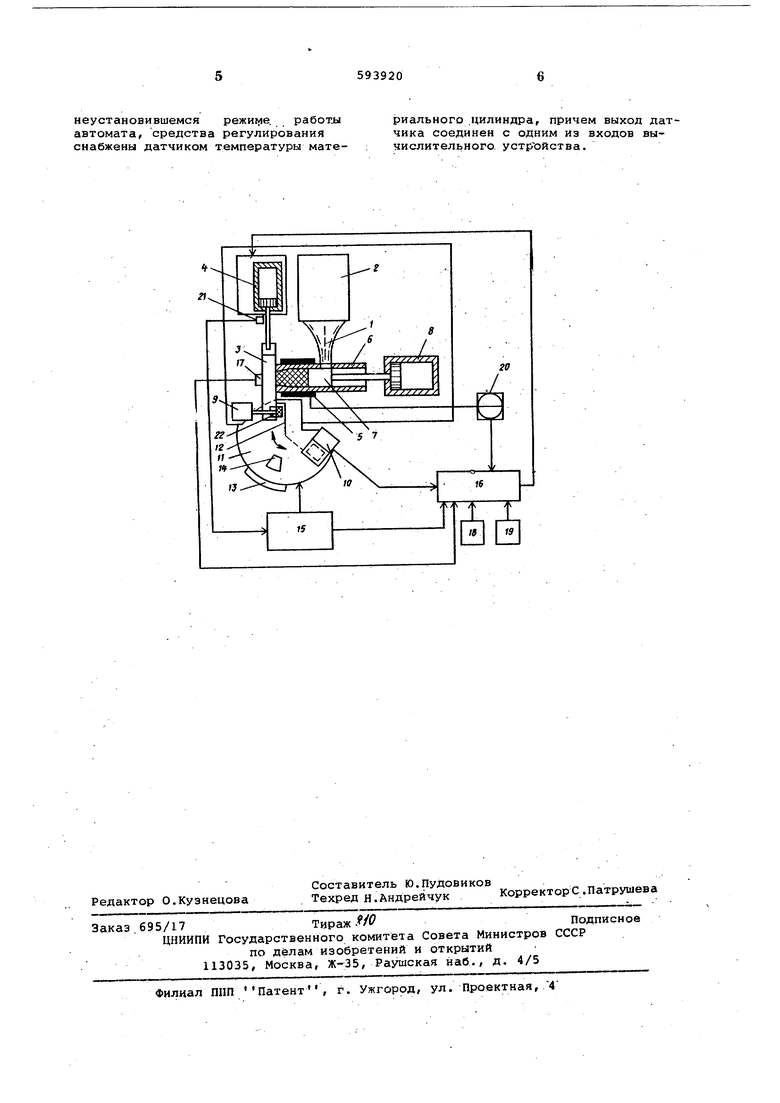
На чертеже иэо6рс1жена схема автомата.
Автомат для таблетирования полимерных материалов состоит из транспортнопитающего устройства 1, механизма 2 распушки брикета, плиты 3 с дЪзирукхцими полостями, соединенной со штоком гид- . роцилиндра 4, с )гревавмото электронагревателями 5 материального цилиндра 6 с плунжером 7, соединенным со штоком гидроцилиндра 8, выталкивателя 9, одноплатформенных электронных весов 10, устройства ц с захватом 12 для подачи таблетки на весы Ю и сброса таблетки Е приемный бункер 13 через окно с заслонкой 14, а также средств регулирования: блока управления 15, вычислительного устройства 16, элект- 20 роконтактного датчика 17 давления полимерного материала, задатчиков 18 и 19 соответственно времени выдержкии веса таблетки и датчика 20 температуры материального цилиндра 6. Для 25 управленюя приводом (на чертеже не показан) устройства 11 с захватом 12 для подачи таблетки на весы 10 установлен концевой выключатель 21, взаимодействующий с плитой 3 в ее край- зо нем положении.
Автомат для таблетирования полимерных материалов работает следующим образом. Полимерный материал из бун- gg кера механизма 2 распушки брикета с помощью транспортно-питающего устройства 1 подается в материальный ЦИИНДР 6 и отсекается плунжером 7. В процессе продвижения полимерного ма- .„ териала по цилинДру 6 он разогревается, пластицируется и заполняет дозирующую полость плиты .3. После истечения времени выдержки-материала под давлением-прессования происхрдит отсечение таблетки 22 за счет перемещения плиты 3 с йомощью гидроци- линдра 4 в позицию выталкивания таблетки, где выталкиватель 9 удаляет таблетку из полости плиты 3 и она попадает в приемный 12 устрой- 50 ства 11 для подачи таблетки на весы 10. Затем плита 3 гидроцилиндром 4 возвращается в исходное положение и воздействует на концевой выключатель 21, по сигналу с которого при- 55 вод (на чертеже не показан) устройства 11с помощью захвата 12 подает таблетку на платформу злектронных весов 10. Сигнал с электронных ве- . сов 10 поступает в вычислительное . gQ устройство 16, после чего захват 12 с. таблеткой возвращается в исходное положение и сбрасывает таблетку в приемный бункер 13 через окно с заслонкой 14 в устройстве 11.
После ввода информации с электронных весов 10 .о весе изготовленной таблетки 22 и с датчика 20 температуры о температуре обогрева матери4льного цилиндра б вычислительное устройство 16 производит расчет времени выдержки материала Под давлением для следующего цикла изготовления таблетки согласно заложенной в него программе t
Tt.
дТс«К 5aiLEi 0,05
... 0,05
uTi ЛТмакс
при
РН
с
К-Ко( М
где К о и Kji - постоянные коэффициенты, зависящие от давления прессования, физико-реологических свойст материала и т.д.;
мокс максимально возможная температура обогрева материального цилиндра;
тек текущее значение температуры обогрева материешьного цилиндра;
РН - номинсыьный вес таблеток;
PI - вес таблетки в i-том цикле изготовления;
- приращение времени выдержки в L-том цикле.
Время выдержки под давлением материала при изготовлении последующей таблетки рассчитывается с учетом текущего значения температуры и заданного значения давления прессования.
Отсчет времени выдержки материала под Давлением производится вычислительным устройством 16 по сигналу электроконтактного датчика 17 давления материала в дозирующей полости плиты 3 и при достижении текущим значением времени выдержки расчетного значения для данного цикла изготовления таблетки сигнал с вычислительного устройства 16 подается на гидроцилиндр 4 и производится отсечение следующей таблетки. Далее цикл изготовления таблетки повторяется.
Использование предлагаемого автомата для .таблетирования полимерных материалов позволит получать стабильные по весу таблетки не только в установившемся, но и в неустановившемся режиме работьа автомата, что уменьшит потери перерабатываемого полимерного материала.
Формула изобретения
Автомат для таблетирования полимерных материалов по авт. св. W553113, отличающийся тем, что, с целью повмиения точности изготовления таблеток в
неустановившемся режи(-1е работы автомата, средства регулирования снабжены датчиком температуры материального .цилиндра, причем выход датчика соединен с одним из входов вычислительного. устр ойства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для таблетирования полимерных материалов | 1975 |
|
SU553113A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ТАБЛЕТИРОВАНИЯ ПРЕССМАТЕРИАЛА | 1966 |
|
SU182316A1 |
| Автомат таблетирования волокнистых материалов | 1976 |
|
SU597556A1 |
| Автомат для таблетирования волокнистыхМАТЕРиАлОВ | 1979 |
|
SU804463A2 |
| АВТОМАТ ДЛЯ ТАБЛЕТИРОВАНИЯ ВОЛОКНИСТЫХ ПРЕССМАТЕРИАЛОВ | 1973 |
|
SU361089A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| Автомат для таблетирования волокнистых материалов | 1975 |
|
SU551179A1 |
| '-Б!^ЩЛИО'ГЕКД | 1973 |
|
SU388895A1 |
| Агрегат для изготовления изделий из полимерных материалов | 1976 |
|
SU654429A1 |
| Роторная литьевая машина для изготовления изделий из полимерных материалов | 1990 |
|
SU1771980A1 |
