(54) ФОРМОВОЧНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сменных износостойких вкладышей к формовочному устройству | 1976 |
|
SU599884A1 |
| Способ изготовления сменных вкладышей к формовочному устройству стана спиральношовных труб | 1983 |
|
SU1135776A1 |
| Формовочное устройство для изготовления спиральношовных труб | 1980 |
|
SU889185A1 |
| Устройство для формовки спиральношовных труб | 1976 |
|
SU593767A1 |
| Наружный шовообжимной механизм | 1980 |
|
SU899300A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| Формовочно-сварочное устройство | 1988 |
|
SU1704880A1 |
| Способ формовки спиральношовных труб | 1982 |
|
SU1103923A1 |
| Формовочное устройство для изготовления спиральношовных труб | 1988 |
|
SU1593722A1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
Изобретение отнсюится к обработке металлов давлением, а именно , к формо вочным устройствам станов для производ ства спиральношовных труб.
Наиболее эффективно изобретение може быть использовано на станах для сварки тонкостенных спиральношовных труб большого диаметра ( 13 5ОО мм).
Известно формовочное устройство, в котором внутреьжий рабочий калибр выпол кен из износостойких за&алепныа до высокой твердости брусков, прикрепленных вдоль, оси формировочного устройства к сварному корпусу По мере износа бруски могут быть заменены новыми. .
Однако для создания Точного круглого калибра, необходимого, при производстве тонкостенных труб, внутренний диаметр формовочного устройства после установки брусков должен шлифоваться на уникальны крупногабаритных станках.
Наиболее близким к изобретению по техническей сущности .является формово ное устройство, содержащее корпус с расточкой, внутри которой установлены
сменные износостойкие формующие элементы 2,В этом формовочном устройстве рабо 1ий калибр в случае износа не может бы подрегулирован При преимущественном наносе какой-то одной части периметра рабочей поверхности сменного износостойкого формирующего элемента необходимо заменять весь элемент, что приводит к повышенному .расходу инструмента. Механообработка зке сменных элементов требует высокой точности и наличия крупногабаритных станков.
Цель изобретения - повышение сроке службы сменных износостсйких формующих элементов, упрощение изготовления -последних, возможность регулиров ки ра мера рабочего калибра по мере его износа, возможность замены отдельных смен ных элементов, износ которых происходит неравномерно как вдоль оси, так и по периметру формовочного устройства.
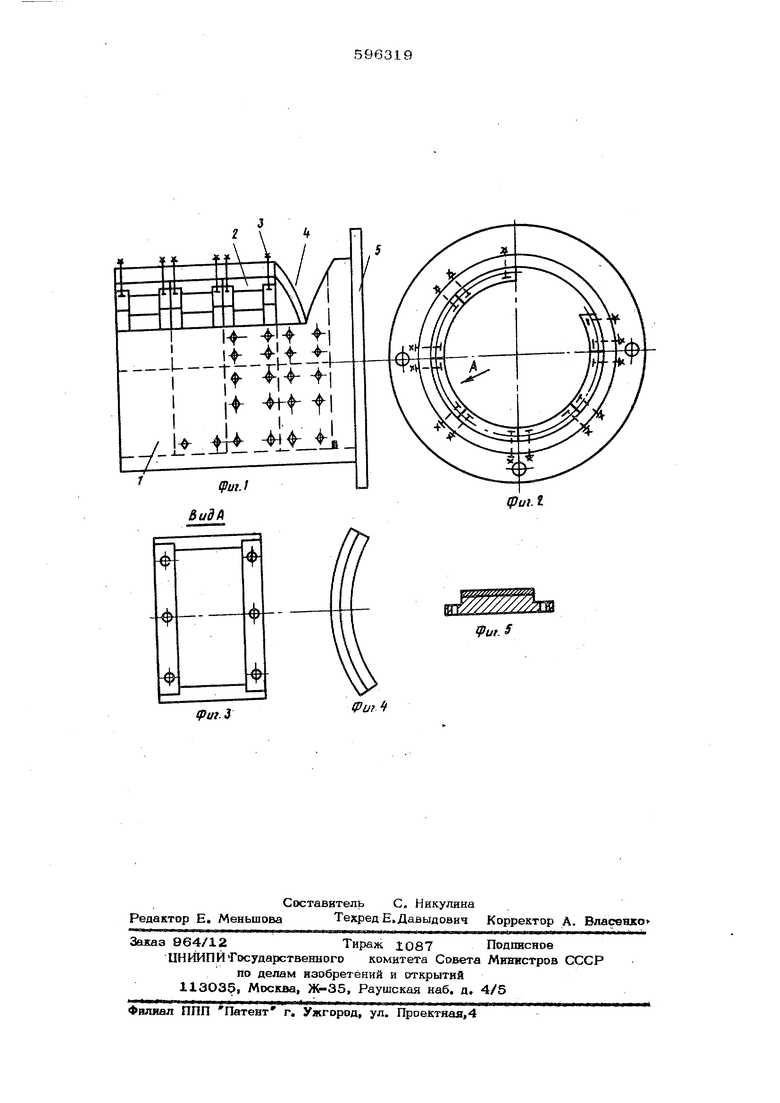
Указанная цель достигается тем, что сменные износостойкие формующие- элементы выполнены в виде гибких представляющих собой часть кольца вкладышей, жестко укрепленных в расточке корпуса. Такое .конструктивное выполнение позволяет значительно снизить требования к точности механической обработки вкладышей, так (как, притягиваясь болтами к расточке корпусов, гибкий вкладыш плотно к ней прилегает, обеспечивая точный рабочий калибр. Возникает возможность под регулирования размера формующего диаметра за счет подкладывания под вкладыши прокладок. Кроме того, пБявляется возможность проводить замену отдельных наиболее наношенных вкладышей. Это особенно важно, если учесть, что износ рабочего калибра происходит неравномерно как вдоль оси формовочного устройства, так и по его пе риметру. На фиг. 1 изображено формовочное уст ройство, общий вид: на фиг. 2 - то же, вид слева: на фиг. 3 - вкладыш, вид| А фиг. 2; на фиг. 4 - то же, вид сбоку; на фиг. 5 - вкладыш, поперечное сечение . Формовочное устройство содержит кор пус 1, вкладыши 2 и крепежные болты 3. В корпусе выполнено окно 4 для захода п лосы в устройство, фланец 5 крепится к его станине. Вкладыши крепятся болтами в расточке корпуса несколькими рядами, образуя рабочий.износостойкий калибр. Устройство работает следуюшим обра зом. Полоса задается через окно внутрь формовочного устройства, формуется в трубную заготовку, прилегая к рабочей по верхности вкладышей, и сваривается. По мере износа вкладышей под них подкладываются прокладки, а после полого износа рабочего слоя вкладыши заменяются новыми. Данное формовочное устройсгво по сравнению с лучшими образцами аналогиям ного оборудования позволяет повысить рок службы сменных износостойких форовочных эпементов, упростить их изготовление. Вследствие этого становится возможным снизить себестоимость труб, повысить их точность и упростить процесс настройки стана. Предварительные испытанияформово ного устройства на Бендерском филиале КМЗ показали, что его внедрение позволит: повысить точность выпускаемых труб в 2 раза, значительно упростить изготовление и ремонт формовочного инструменту, а также упростить настройку стана и стабилизировать процесс формой- формула изобретения Формовочное устройстводля изготовления спиральношовных труб, содержащее корпус с расточкой, внутри которой установлены сменные износостойкие формуюшиеэлементы,о тличаюшееся тем что, с целью повышения срока службы сменных износостойких формующих элементов, последние выполнены в виде гибких, представляющих собой часть кольца, вкладышей, жестко укрепленных в расточке корпуса. Источники информации, принятые йо внимание при экспертизе; 1.Каталог фирмы Демаг, Дуйсбург, ФРГ, W 62,2.1 DUM 69, 1500, с.З. 2.Патент США № 3383488, кл. 219-62, 1968.
(pui.t
ui. f
ipm. 3
IPUJ 4
