I
Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для изготовления изделия пробивкой и отрезкой.
Известна установка для изготовления 5 полотен, содержащая смонтированные на верхней плите стола штамп для пробивки отверстий, штамп для отрезки, а также механизм подачи ленты к штампам и рул он н иду ll.Ш
Недостатками известной установки являются невысокое качество.получаемых изделий, низкая производительность .и ненадежность работы.
С целью повышения Качества получае- J/ мых изделий, предлагаемая установка снабжена механизмом прижима обрабатываемой ленты, выполнённБМ в виде планки, связанной со штоком основного силового цилиндра, установленного на 90 вЪрхней плите стола, а также механизмом ориентации ленты относительно штампов, выполненным в виде установленных о возможностью поперечного перемещения относительно стола направ- 25 ляюдих, при этом механизм подачи ленты выполнен в виде приводных от дополнительного силового цилиндрд Г-образных упоров и прижимов, снабжённых индивидуальным силовым приводом. 30
2
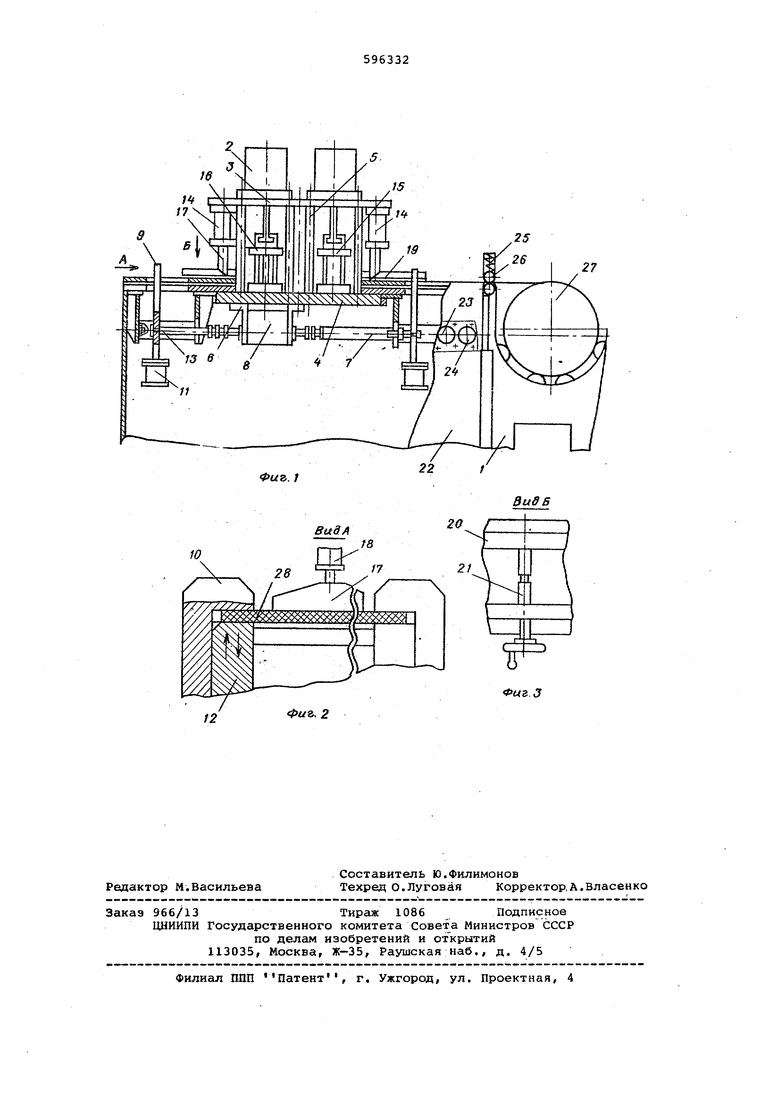
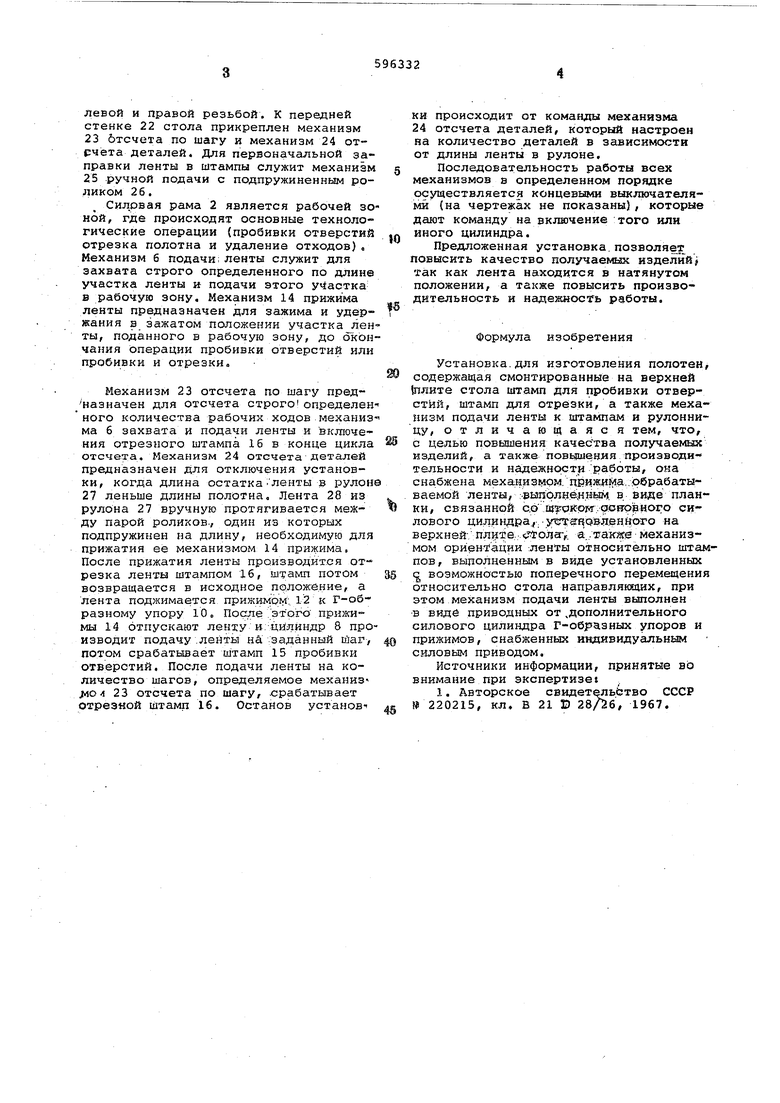
На фиг. 1 показана предлагаемая установка, общий вид;,на фиг.2-вид А фиг.; на фиг. 3 --вид Б фиг. 1.
Установка для изготовления полотен содержит стол 1, к которому прикреплена силовая рама 2, состоящая из верхней плиты 3 и нижней плиты 4 и стяжек 5. На нижней плите 4 установлен механизм 6 подачи ленты, выполненный в виде штанг 7, шарнирно связанных со штоком дополнительного силового цилиндра 8, На концах штанг 7 закреплены захваты 9, выполненные в виде неподвижных Г-образных упоров 10 и подвижных от привода 11 прижимов 12. Захваты 9 реремещаются по направлякпш скалкам 13.
К верхней плите 3 силовой рамы 2 прикреплены механизм 14 прижима ленты, штамп 15 пробивки отверстий-и отрезной штамп 16. Механизм 14 прижима ленты состоит из прижимной планки 17, соединенной со штоком основного сило вого цилиндра 18, установленного на верхней плите 3, На верхней плите 3 закреплен ориентирующий ленту .относительно оси штампов 15 и 16 механизм
19,выполненный в виде направляющих
20,имеющих возможность перемещения поперек стола при помощи винта 21 с
левой и правой резьбой. К передней стенке 22 стола прикреплен механизм 23 бтсчета по шагу и механизм 24 отрчёта деталей. Для первоначальной заправки ленты в штампы служит механизм 25 ручной подачи с подпружиненным роликом 26.
Силрвая рама 2 является рабочей зоной, где происходят основные технологические операции (пробивки отверстий отрезка полотна и удаление отходов), Механизм б подачи; ленты служит для захвата строго определенного по длине участка ленты и подачи этого yiiacTKa в рабочую зону. Механизм 14 прижима ленты предназначен для зажима и удержания в зажатом положении участка лен ты, поданного в рабочую зону, до окончания операции пробивки отверстий или пробивки и отрезки
Механизм 23 отсчета по шагу предназначен для отсчета строгоiопределен ного количества рабочих ходов механизма 6 захвата и подачи ленты и включения отрезного штампа 16 в конце цикла отсчета. Механизм 24 отсчета деталей предназначен для отключения установки, когда длина остатка .ленты в рулон 27 леньше длины полотна. Лента 28 из рулона 27 вручную протягивается мейсду парой роликов., один из которых подпружинен на длину, необходимую для прижатия ее механизмом 14 прижима, После прижатия ленты производится отрезка ленты штампом 16, штамп потом возвращается в исходное положение, а лента поджимается прижимрМ.. 12 к Г-образному упору 10. После .этого прижи мы 14 отпускают ленгу и,-цилиндр 8 производит подачу .ленты ни :заданный йаг, потом срабатывает штамп 15 пробивки отверстий. После подачи ленты на количество шагов, определяемое механизjvjovi 23 отсчета по шагу, .срабатывает отрезной штамп 16. Останов установч
ки происходит от команды механизма 24 отсчета деталей, который настроен на количество деталей в зависимости от длины ленты в рулоне.
Последовательность работы всех механизмов в определенном порядке осуществляется концевыми вык/почателямй (на чертежах не показаны), которые дают команду на включение :того или иного цилиндра.
Предложенная установка.позволяет повысить качество получаелшх изделий так как лента находится в натянутом положении, а также повысить производительность и надежность работы.
Формула изобретения
Установка.для изготовления полотен, содержащая смонтированные на верхней 1плите стола штамп для пробивки отверстий, штамп для отрезки, а также механизм подачи ленты к штампам и рулонницу, отличающаяся тем, что, с целью повышения качества получаемых изделий, а также повьдаенияпроиэволительности и надежности работы, ока снабжена механизмом.призкима,.:Обрабаты ваемой ленты, :.выиолнё,. в. виде планки, связанной с.о itt Rpw:aOB jBHOro силового цилиндра.,., ..ен.н;ого на верхней-.;ПЛ1 те.....йголег,. а...также механизмом ори0н ации -ленты относительно штампов, выролненным в виде установленных с возможностью поперечного перемещения относительно стола направлякедих, при этом механизм подачи ленты вьшолнен в виде приводных от .дополнительного силового цилиндра Г-образных упоров и прижимов, снабженных иидивидуальным силовым приводом.
Источники информации, принятые во внимание при экспертизеt
1. Авторское свидетельство СССР №220215, кл, В 21 3D 28/26, 1967.
Фиъ. 1
ВидА
10
Фиъ, 2
22/
Фиг 3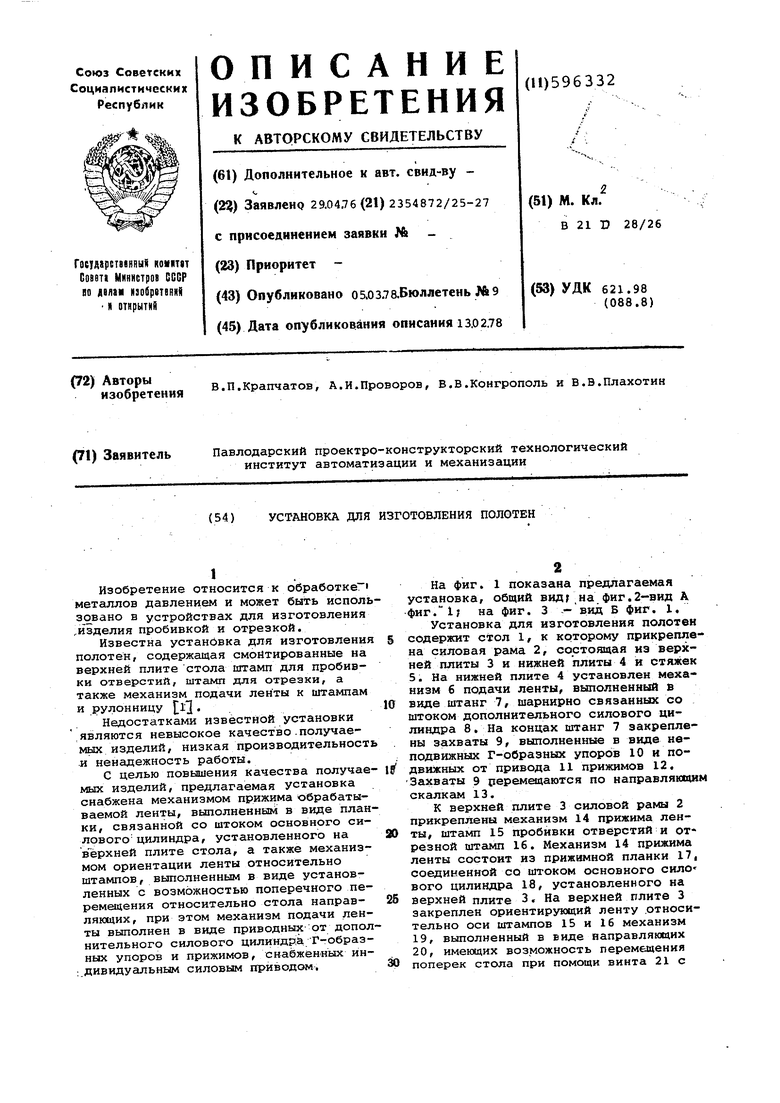
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Установка для обработки ленточного материала | 1987 |
|
SU1530306A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИИЗ ПРОВОЛОЧНОГО и ЛЕНТОЧНОГО МАТЕРИАЛОВИ ИХ СКРЕПЛЕНИЯ МЕЖДУ СОБОЙВ П Т 5 | 1971 |
|
SU422565A1 |
| Установка для обработки проката | 1978 |
|
SU782913A1 |
| Способ изготовления изделий | 1989 |
|
SU1657288A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Штамп с вертикальной плоскостью разъема для обработки листового материала | 1990 |
|
SU1729663A1 |
| Штамп для обработки полосового и ленточного материала | 1980 |
|
SU880566A1 |
| Автомат для изготовления из ленты гнутых изделий | 1986 |
|
SU1342563A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |