нения скорости перемещения опорных роликов кольцепрокатного стана.
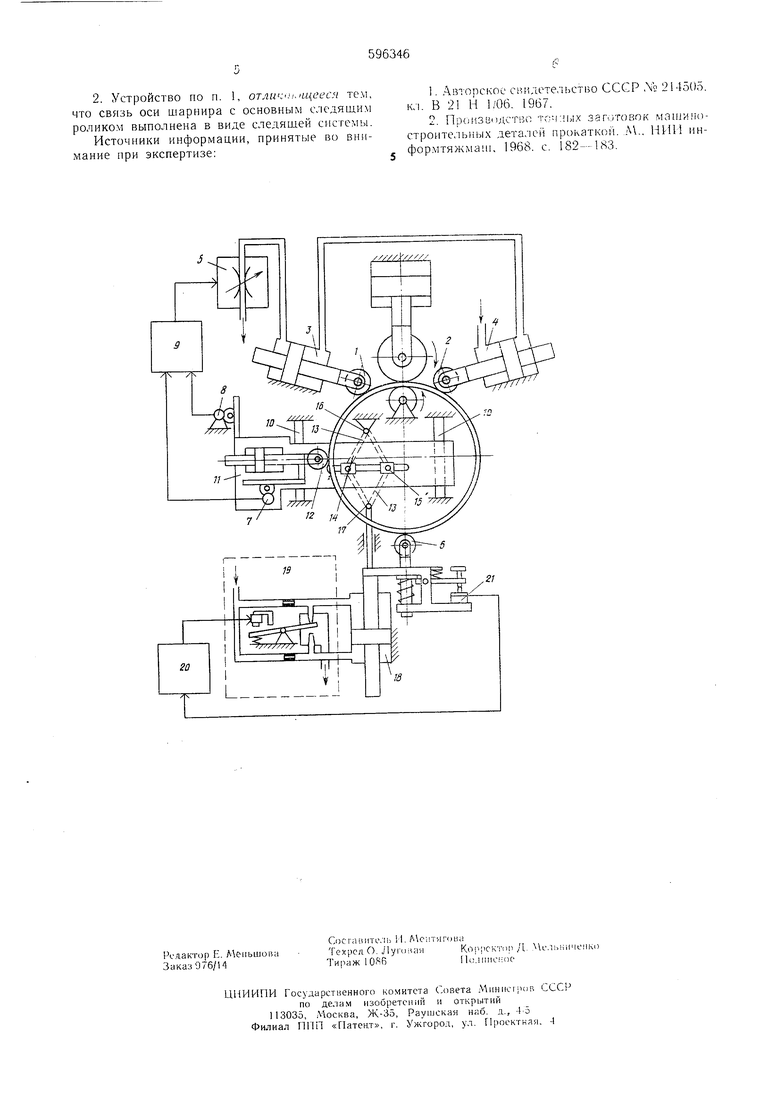
Механизм для симметричного неремещения опорных роликов 1 и 2 представлен в виде гидроцилиндров 3 и 4, на штоках которых установлены эти ролики. На сливе из полости одного гидроцилиндра 3 установлен управляемый дроссель 5, одна полость гидроцилиндра 4 подключена к напорной магистрали, остальные полости гидроцилиндров 3 и 4 соединены между собой.
Устройство содержит основной следящий ролик 6, имеющий возможность перемещения вдоль оси стана, датчики перемещения 7 и 8 и блок 9, на вход которого подключены эти датчики. Выход блока связан с управляемым дросселем 5. Блок служит для сравнения сигналов датчиков и выдачи сигнала перемещения опорных роликов.
На направляющих 10, расположенных параллельно оси стана, установлена каретка 11, на которой с возможностью перемещения перпендикулярно оси стана смонтирован дополнительный следящий ролик 12, кинематически связанный с датчиком 7 его перемещения.Каретка 11 имеет датчик перемещения 8.
Механизм для согласования перемещения каретки 11 и основного следящего ролика 6 выполнен в виде четырех рычагов 13, щариирно связанных в ромб Одна из осей ромба перпендикулярна оси стана, а расположенные на ней оси щарниров 14 и 15 подвижно закреплены в каретке П. Ось шарнира 16, расположенного на второй диагонали ро.мба, закреплена неподвижно, а ось щарнира 17 связана с основным следящим роликом 6.
Связь оси 1иарнира 17 с основным следящим роликом выполнена в виде следящей системы. На чертеже показана электрогидравлическая следящая система, выполненная в виде гидроцилиндра 18, щток которого соединен с осью щарнира 17. Гидроцилиндр 18 снабжен следящим золотником 19, состоящим из установленных на подводе к полостям гидропилиндра 18 жиклеров и сливньи сопл с электроуправляемой заслонкой. Следящий золотник 19 через блок управления 20 соединен с датчико1у|.ч21 положения основного следящего ролика относительно оси щарнира 17. Ролик 6 установлен подвижно относительно оси щарнира 17.
Устройство для автоматического из.менения скорости перемещения опорных роликов кольцепрокатного стана работает следующим образом.
При прокате увеличивающееся в диаметре кольцо воздействует на основной следящий ролик 6, который при помощи рычагов 13 перемещает каретку 11 по направляющим 10. Движение каретки может осуществляться при помощи следящей системы с использованием привода, в данном случае гидроцилиндра 18 со следящим золотником 19, по сигналу датчика 21 положения ролика 6, преобразуемому в блоке управления 20.
В любой момент прокатки каретка занимает такое полол ение, что направление перемещения дополнительного следящего ролика 12 совнадает с осью кольца, перпендикулярной оси стана. Поэтому датчик 7 перемещения ролика 12 замеряет размер кольца по указанной оси, а датчик 8 перемещения каретки 11 делает то же са.мое, но по оси, совпадаюп1ей с осью стана. В резу тьтате сравнения сигналов этих датчиков блок выдает сигнал на изменение скорости перемещения опорных роликов 1 и 2. Это изменение осуществляется путем изменения проходного сечения управляемого дросселя 5, причем при прокатке поддерживается совпадение сигналов датчиков 7 и 8 перемещения дополнительного следящего ролика 12 и каретки 11. Такое регулирование обеспечивает правильность геометрической формы кольца в
процессе прокатки.
В данном устройстве датчики перемещения дают размер кольца по двум взаимно перпендикулярным его осям. Поддерживая равенство этих размеров, получают кольца, которые практически не имеют овальности. Это позволяет существенно повысить точность прокатки. Наличие в устройстве следяд1ей системы для связи основного следящего ролика и каретки, со с.монтированны.м на ней дополнительным следящим ролико.м дает воз.можность осуществлять точную прокатку нежестких, тонкостенных колец больщого диаметра.
Описываемое устройство обладает более высокой надежностью в работе, чем известные, так как по сравнению с последни.ми в не.м отсутствует задающий блок, пеистфавность которого приводит к браку получс.емых на стане колец.
Формула изобретения
I. Устройство для автоматического изменения скорости пере.мещения опорных роликов кольцепрокатного стана, содержащее механизм
для симметричного перемещения опорных ролиVV.,
ков, основной следящий ролик, имеющий возможность перемещения вдоль оси стана, датчики перемещения и блок сравнения сигналов и выдачи сигнала на изменение скорости перемещения опорных роликов, отличающееся тем,
что, с целью уменьшения овальности колец, оно снабжено направляюп-1ими, расположенными параллельно оси стана, кареткой, установленной на этих направляющих, дополнительным следящим роликом с датчиком его перемещения, смонтированным на каретке с возможностью перемещения перпендикулярно оси стана, и механизмом для согласования перемещения каретки и основного следящего ролика, выполненным в виде рычагов, щарнирно связанных в ромб, одна из осей которого перпендикулярна
оси стана, причем оси щарниров, расположенные на нерпендикулярной оси стана диагонали ромба, закреплены в каретке, ось одного из расположенных щарниров на второй диагонали ромба закреплена неподвижно, а ось другого щарнира, )асположенного на этой диагонали,
связана с основным следящим ролико.м.
2. Устройство по п. 1, отли И-Щвеся тем, что связь оси шарнира с основным следящим роликом выполнена в виде следящей системы.
Источники информации, принятые во внимание ири экспертизе:
1.Авюпское снидетельство СССР ,9 214505. кл. В 21 Н 1Ю6. 1967.
2.Проюипдство -i-o-KibLx заГ.;)Товок Maujviiioстроительных деталей прокаткой. Д.. НИМ инфор.мтяжмаик 1968. с. 182-183.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцепрокатный стан | 1976 |
|
SU653010A1 |
| Устройство для автоматического управления перемещением прижимных роликов в кольцепрокатном стане | 1975 |
|
SU607628A1 |
| Кольцепрокатный стан | 1976 |
|
SU599898A1 |
| Кольцепрокатный стан с автоматическим управлением приводом перемещения прижимных роликов | 1975 |
|
SU578146A1 |
| Способ управления кольцепрокатным станом | 1985 |
|
SU1311823A1 |
| Кольцепрокатный стан | 1973 |
|
SU650485A3 |
| Кольцепрокатный стан | 1991 |
|
SU1787634A1 |
| Кольцепрокатный стан | 1973 |
|
SU936796A3 |
| Кольцепрокатный стан | 1981 |
|
SU1006004A2 |
| Кольцепрокатный стан | 1979 |
|
SU804138A1 |
