(54/ УСТАНОВКА ДЛЯ ОЧИСТКИ ПОЛОСТИ У ДЕТАЛЕЙ ТИПА СТАКАНОВ
креплены неподвижные упоры для управления клещевинами зажимного устройства,
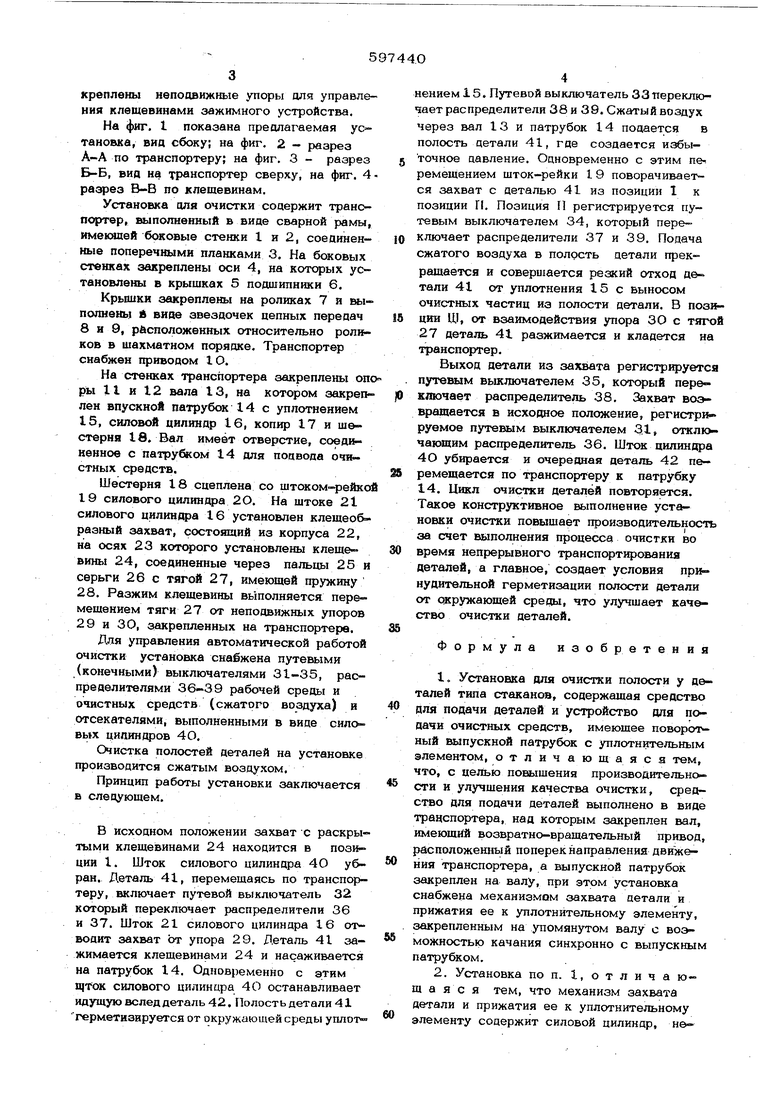
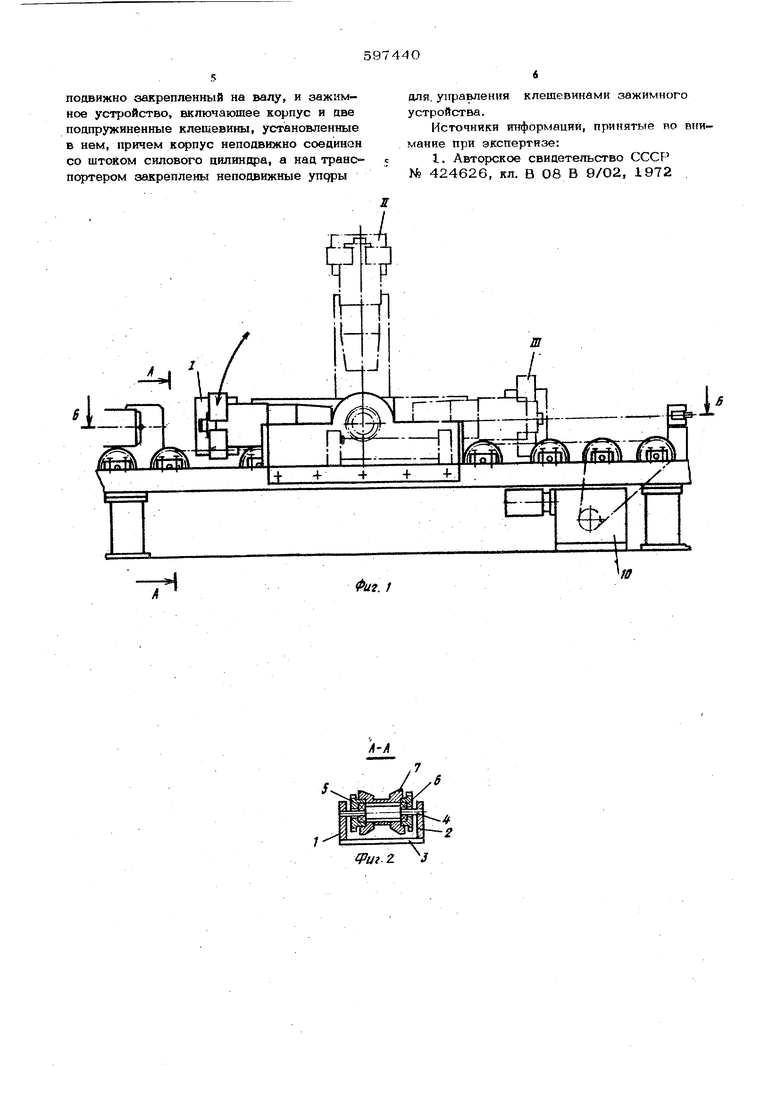
На фиг. I показана преолагаемая установка, вид сбоку; на фиг. 2 - разрез А-А по транспортеру; на фиг. 3 - разрез Б-Б, вид на транспортер сверху, на фиг. 4 разрез В-В по клешевинам.
Установка для очистки содержит транспортер, выполненный в виде сварной рамы, имекшей боковые стенки 1 и 2, соединенные поперечными планками 3. На боковых стенках закреплены оси 4, на которых установлены в крышках 5 подшипники 6.
Крышки закреплены на роликах 7 и выполнены и виде звездочек цепных передач 8 и 9, р 1сположенных относительно в шахматном порядке. Транспортер снабжен приводом 10.
На стенках транспортера закреплены оп ры 11 и 12 вала 13, на котором закреплен впускной патрубок 14с уплотнением 15, силовой цилиндр 16, копир 17 и шестерня 18. Вал имеет отверстие, соединенное с патрубком 14 для поцвопа очистных средств.
Шестерня 18 сцеплена со штоком-рейко 19 силового цилиндра 2 О. На штоке 21 силового цилиндра 16 установлен клещеобразный захват, состоящий из корпуса 22, на осях 23 которого установлены клеще вины 24, соединенные через пальцы 25 и серьги 26 с тягой 27, имеющей пружину 28. Разжим клещевины выполняется перемещением тяги 27 от неподвижных упоров 29 и 30, закрепленных на транспортере.
Для управления автоматической работой очистки установка снабжена путевыми (конечными) выключателями 31-35, распределителями 36-39 рабочей среды и очистных средств (сжатого воздуха) и отсекателями, выполненными в виде силовых цилиндров 4О.
Очистка полостей деталей на установке производится сжатым воздухом.
Принцип работы установки заключается в следующем.
В исходном положении захват с раскрытыми клещевинами 24 находится в позиции 1. Шток силового цилиндра 4О убран. Деталь 41, перемещаясь по транспортеру, включает путевой выключатель 32 который переключает распределители 36 и 37. Шток 21 силового цилиндра 16 отводит захват от упора 29. Деталь 41 зажимается клещевинами 24 и насаживается на патрубок 14. Одновременно с этим п|ток силового цилинцра 40 останавливает идущую вслед деталь 42. Полость детали 41 герметизируется от окружающей среды уплоТ
нением15. Путевой выключатель ЗЭттереключает распределители 38и 39. С жаты и воздух через вал 13 и патрубок 14 подается в полость детали 41, где создается избыточное давление. Одновременно с этим пе ремещением шток-рейки I 9 поворачивается захват с деталью 41 из позиции 1 к позиции П. Позиция П регистрируется путевым выключателем 34, который пере- ключает распределители 37 и 39. Подача сжатого воздуха в полость детали прекращается и совершается резкий отход детали 41 от уплотнения 15с выносом очистных частиц из полости детали. В позиции Ш от взаимодействия упора ЗО с тягой 27 деталь 41 разжимается и кладется на транспортер.
Выход детали из захвата регистрируется путевым выключателем 35, который перекгаочает распределитель 38. Захват возвращается в исходное положение, регистрируемое путевым выключателем 3,1 отклк. чающим распределитель 36. Шток цилинщ}а 4О убирается и очередная деталь 42 перемещается по транспортеру к патрубку 14. Цикл очистки деталей повторяется. Такое конструктивное выполнение установки очистки повышает производительность за счет выполнения процесса очистки во время непрерывного транспортирования
деталей, а главное, создает условия принудительной герметизации полости детали от окружающей среды, что улучшает качество очистки деталей.
Формула изобретения
I. Установка для очистки полости у деталей типа стаканов, содержащая средство
для подачи деталей и устройство для подачи очистных средств, имеющее поворотный выпускной патрубок с уплотнитеяьным элементом, отличающаяся тем, что, с целью повышения производительности и улучшения качества очистки, средство для подачи деталей выполнено в виде транспортера, над которым закреплен вал, имеющий возвратно-вращательный привод, расположенный поперек направления движ&НИИ транспортера, а выпускной патрубок закреплен на валу, при этом установка снабжена механизмом захвата детали и прижатия ее к уплотнйтельному элементу, закрепленным на упомянутом валу с воэможностью качания синхронно с выпускным патрубком.
2. Установка поп. 1,отлича юш а я с я тем, что механизм захвата детали и прижатия ее к уплотнйтельному элементу содержит силовой цилиндр, не5
ПОДВИЖНО закрепленный на валу, и зажимное устройство, включающее корпус и две подпружиненные клешевины, установленные в нем, причем ксфпус неподвижно соединон со штоком силового цилиндра, а над транспортером закреплены неподвижные
для. управления клешевинами зажимного устройства.
Источники шгформаций, принятые во внимание при экспертизе:
I. Авторское свидетельство СССР № 424626, кл. В 08 В 9/02, 1972
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи деталей | 1987 |
|
SU1641576A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ МОЙКИ ИЗДЕЛИЙ | 1992 |
|
RU2008988C1 |
| Устройство для отделения деталей от пачки | 1976 |
|
SU745829A1 |
| Многопозиционный агрегатный станок | 1989 |
|
SU1779544A1 |
| Автооператор | 1982 |
|
SU1057237A1 |
| Промышленный робот | 1984 |
|
SU1301528A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Рабочий стол | 1980 |
|
SU1052361A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Загрузочное устройство | 1987 |
|
SU1442368A1 |

пр.П
т
4 ш
JZ
шж
Фиу. /
Vm 2. V
