(54) ШТАМП ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ШАЙН
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Штамп для штамповки выдавливанием | 1979 |
|
SU837539A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Штамп для листовой штамповки | 1976 |
|
SU732052A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Штамп | 1978 |
|
SU710727A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
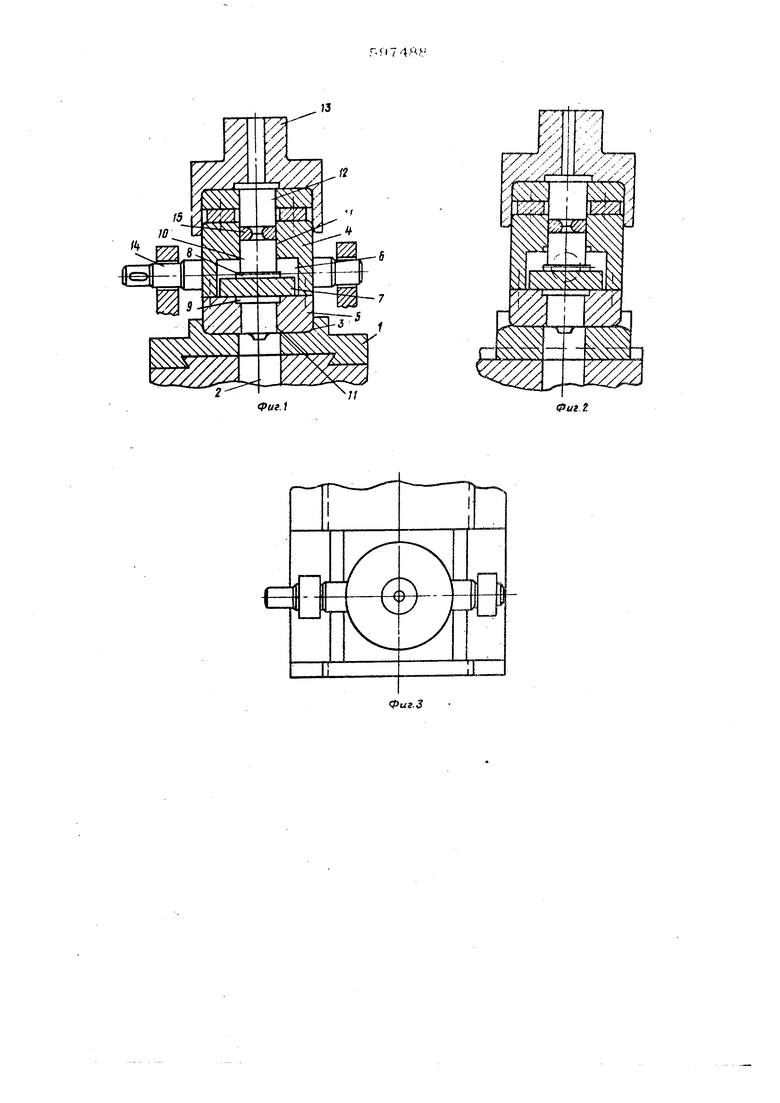
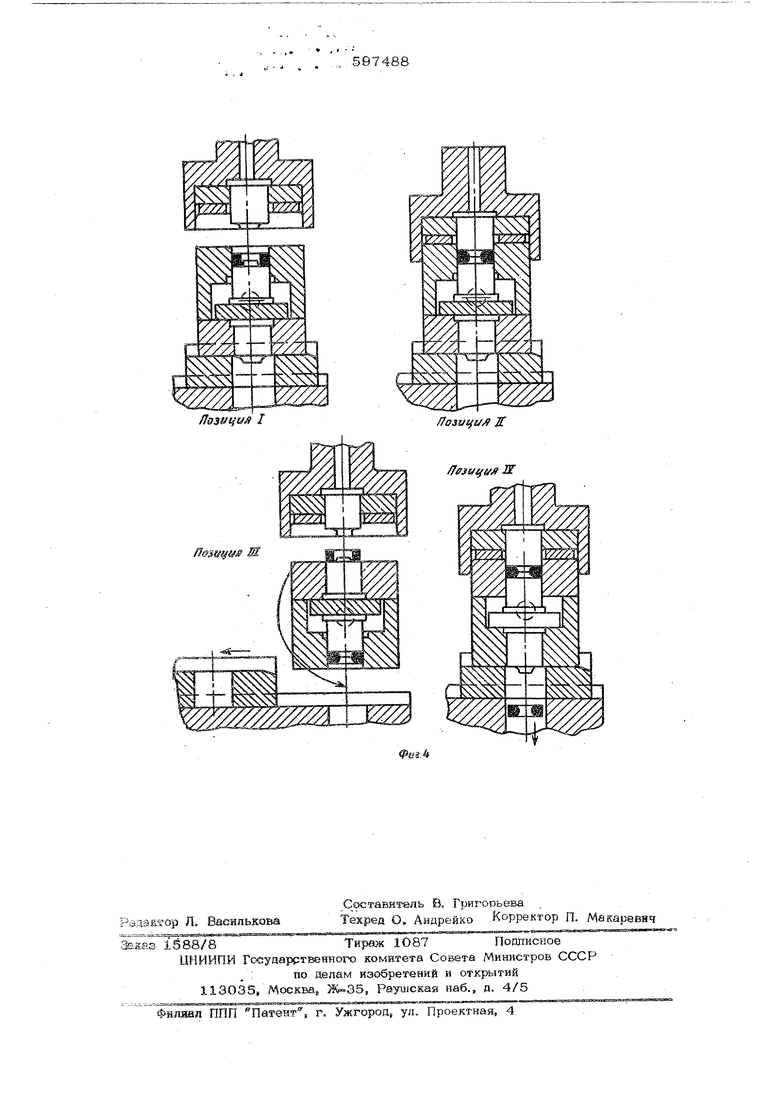
Иаобретенне относится к. технояогичео« кой оснастке для, получения деталей типа шайб, колец и т, п,, преи}иущественно выдавливанием и может быть использовано в машиностроении. Известен штамп для выдавливания, содержащий в верхней части пуансон, а в нижней части матрицу, отштампованная деталь остается в матрице, а извлечение ее из матрицы сопряжено с определенными трудностями tilИзвестен штамп для обрезки и прошивки отштампованных деталей, содержащий в верхней части пуансоны для обрезки и прошивки, а в нижней части - матрицу, опору состоящую из секций и подвижную под действием клиньев, и нижнюю плиту 2. В известном штампе обработанные детали удаляются (проваливаются) через окно, образующееся при возврате секций опоры в исходное положение. Однако в известном штампе из-за ограниченного хода, сообщаемого опоре клиньями, невозможно использовать подвижную от клиньев опору в штампах, где обрабатываются высокие детали. Предлагаемый штамп для повышения производителБности и обеспечения возмож« ности обработки деталей различных типоразмеров снабжен дополнительной, матрицей жестко связанной с матрицей, опирающей-СИ на нижнюю плиту, дополнительной опорой и траверсой, несушей обе опоры, кото рые размещены соответственно в отвег стиях матриц, обе матрицы установлены с возможностью совместного поворота вокруг горизонтальной оси, по меньшей мере в одной из матриц выполнена полость, тра верса размещена в последней с возможно стью совместного с опорами перемещения под действием пуансона в направлении пе ремещения последнего. На фиг, 1 показан предлагаемый штамп, продольный разреа; на фиг„ 2 - то же, вид сбоку; на фиг, 3 - штамп без пуансона, вид сверху; на фиг, 4 - штамп в четырех позициях: I - позиция загрузки, П - пози-цяя штамповки; П - момент поворота мат рицы и дополнительной матрицы, IV: «; ко
анция штамповки заготовки и выталкивания готовой детали. Штамп содержит подвиж ную нижнюю плиту 1 со сквозным отверстием 2 для .прохода готовых деталей и пазом 3, в котором фиксируются матрица
4 и дополнительная матрица 5, связанные между собой и образующие полость 6, в которой разметена траверса 7, несущая опору 8 и дополнительную опору 9 с фор-мообразующими элементами 10, перемешающнмися соответственно в цилиндрических отверстиях 11 матрицы 4 и дополнитепьной матрицы 5 под действием пуансона Т2 закрепленного в штоке 13 пресса. Матрица 4 и дополнительная матрица 5 закреплены на оси 14.
Холодное выдавливание деталей в предлагаемом штампе осуществляется следующим образом.
При зафиксированном по оси пресса по- ложении матрицы 4 (по пазу 3 подвижной нижней плиты 1) заготовка 15 устанавливается на выступающую из матрицы 4 часть подвижного формообразующего элемента 10 (в верхней ее части), затем осуществлйется рабочий ход пресса, при котором шток 13 с закрепленным в нем пуансоном 12 внутренней полостью охватывает наружную поверхность матрицы 4 и перемещается по ней вниз до упора траверсы 7 в матрицу 5, при этом происходит формообразование детали. .При o6paiw ном ходе пресса шток 13 с закрепленным в нем пуансоном 12 возвращается в верхнее исходное положение. Подвижная нижняя плита 1 перемещается из-под дополнитель.ной матрицы 5 и после поворота матрицы 4 на 180 с неудаленной деталью внизу плита 1 вновь фиксирует матрицу 4 и дополнительную матрицу 5. При повторном процессе штамповки во время рабочего хода пресса неудаленная деталь, находящаяся в дополнитеш ной матрице 5, выталкивается нижним подвижным формообразующим элементом через отверстие 2 подвижной нижней плиты 1 в приемник.
Переналаживание для холодной высадки деталей других типоразмеров, например сферических шайб, имеющих иной размер высоты и внутреннего диаметра, заключается в замене пуансона и подвижных формообразующих элементов.
Формула изобретения
Штамп для обработки деталей типа шайб преимущественно выдавливанием, содержащий в верхней части пуансон, а в нижней части матрицу с провальным отверстием, опирающуюся на нижнюю плиту через опору, отличающийся тем, что, с целью повышения производительности щтам па и обеспечения возможности обработки деталей различных типоразмеров, щтамп снабжен дополнительной матрицей, жестко связанной с матрицей, опирающейся на нижнюю плиту, дополнительной опорой и траверсой, несушей обе опоры, которые размещены соответственно в отверстиях матриц, обе матрицы установлены с возможностью совместного поворота вокруг горизонтальной оси, по меньщей мере в одной из матриц вьшолнена полость, а траверса размещена в последней с возможностью совместного с опорами перемещения под действием пуансона в направлении перемещения последнего,
Источники информации, принятые во внвь мание при экспертизе:
1,Малое А, Н. Технологая холодной щтамповки, М., Машиностроение, 1969, с. 345.
(ригЛ
i:
Фаг t
