1
Изобретение касается загрузочных устройств металлоре кущих станков.
Известны загрузочно-разгрузочные устройства для деталей, нодаваемых но лотку в ра5очую зону толкателем с последующим удалением их из рабочей зоны шарнирно закрепленным на оси подпружиненным рычагом 1.
Известны также загрузочно-разгрузочные устройства к станкам, содержащие наконитель и установленный на оси маятннковый питатель с приводом для передачи деталей в зажимное приспособление и выгрузки обработанных деталей 2.
Недостатком известных устройств является то, что они не обеспечивают загрузки и разгрузки деталей, обрабатываемых в приспособлении, установленном с возможностью перемещения вдоль оси центров станка, так как нсремещению нриснособления с закрепленной Б нем деталью будут препятствовать маятниковые питатели.
Предложенное устройство отличается тем, что в нем маятниковый питатель выполнен составным из двух частей, связанных между собой промежуточным звеном, а зажимное приенособленне снабжено фиксаторами для удержания одной части маятннкового питателя нри его разъединении; нромежуточное звено вынолнено в виде салазок, установленных с возможностью перемещения относительно одной из частей маятннкового питателя и снабженных пальцами, взанмодействующнми с этверстня.мн, которые вынолпены на другой члсти маятникового питателя.
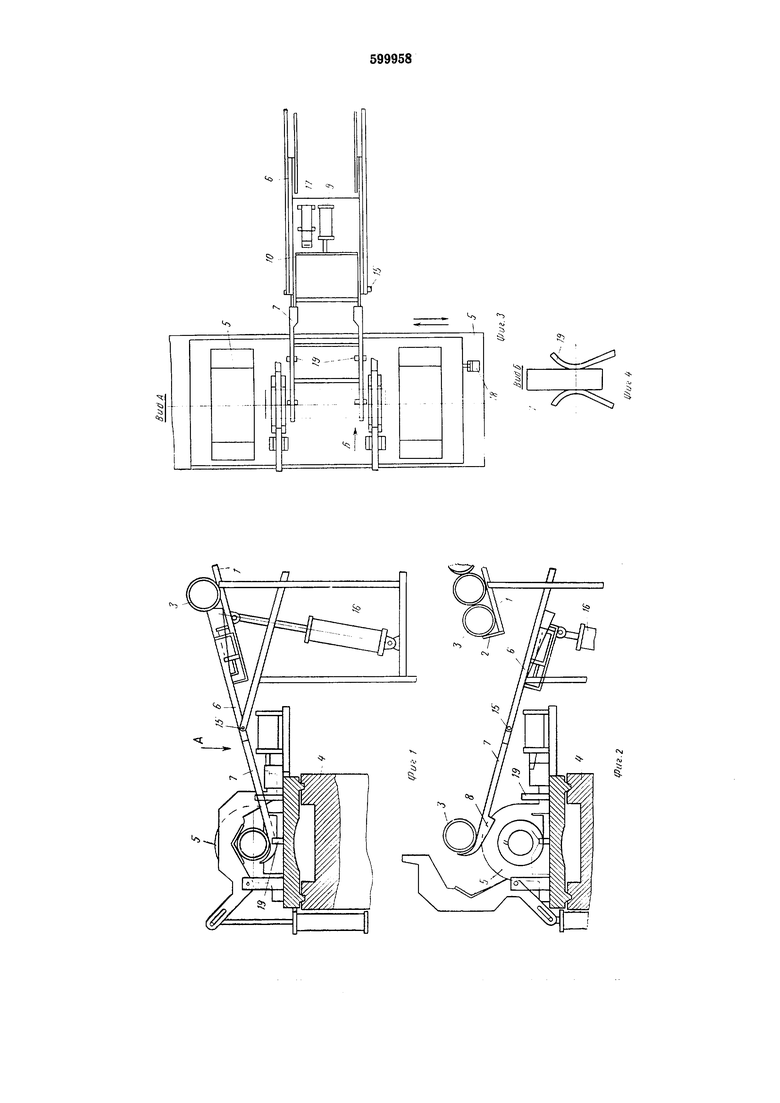
Указанные отличия обеспечивают загрузку и разгрузку даталей, обрабатываемых в приспособлении, устапозленном с возможностью перемещения вдоль линии центров станка. На фнг. 1 изображеио устройство (деталь
находится в зажимном нриспособленин), общий вид; на фиг. 2 - то же, в момеит разгрузю; детали из зажимного нр 1способления; на фиг. 3 - вид по стрелке А на фиг. 1; на фиг. 4 - внд по стрелке Б на фнг. 3; на фиг.
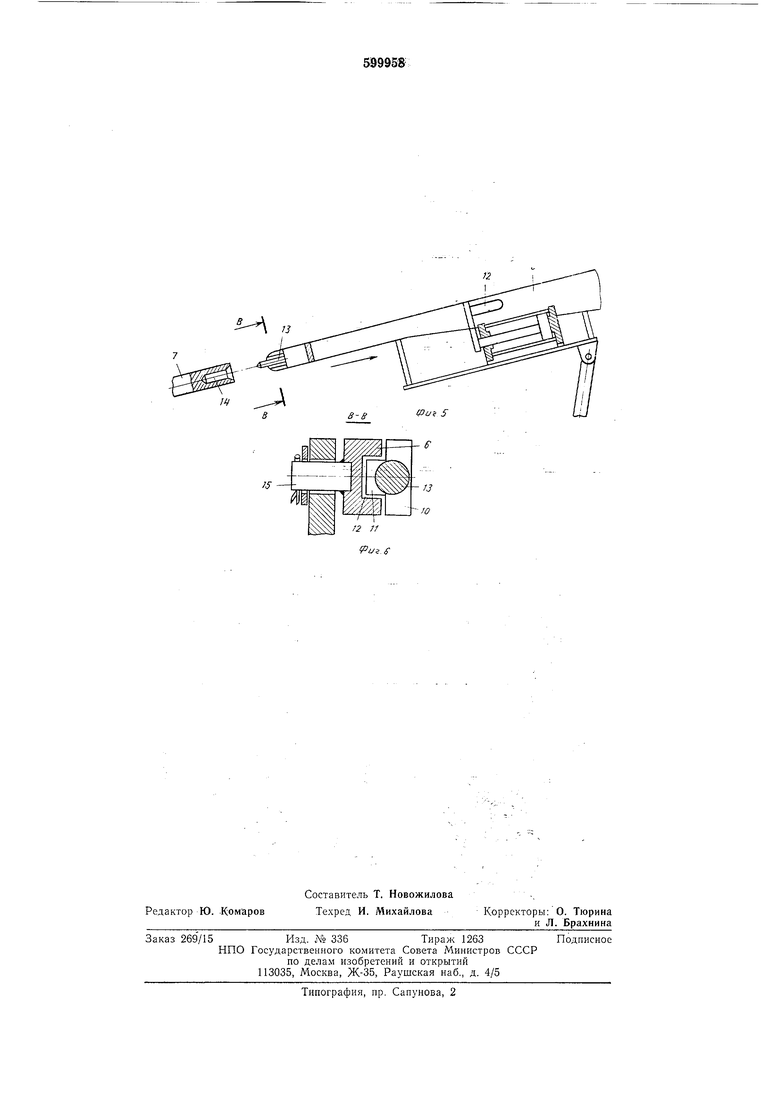
5 - маятниковый иптатель, продольное сечение; на фиг. 6 - разрез В-В на фиг. 5.
лстройство содержит након1 тель 1 с упоро.м 2 для удержания деталей 3. Между накопителем 1 и линией центров станка 4, вдоль
которой перемещается зажнмное нриснособленне 5 с закренленной в нем деталью прн ее обработке, установлен маятниковый пптатель, состоящий из двух частей: первой 6 и второй 7. Вторая часть 7 ннтателя имеет выступы
8, которыми }пирается в уиоры, расположенные на зажимном приспособленин 5.
Вдоль нервой части 6 питателя перемещают ея с помощью иневмоцилиндра 9 салазки 10 Салазки 10 имеют выступы 11, раснолол-сенные
на протнвоположных боковых стенках. Эти
выступы входят в пазы 12, расположенные на первой части b питателя. Кроме того, на салазках 1и имеются пальцы .6, которые входят в отверстия 14 второй части 7 питателя.
Первая часть питателя (а вместе с ней и пневмоцилиндр 9j установлена на оси 15 и приводится в качательпое двил4еиие от пневмопривода 16.
Управление пиевмоцилиндром 9 осуществляется через электроппевмозолотник 17 выключателем 18 следующим образом. При нажиме на щток выключателя 1Ь норщень пневмицилиндра 9 соверщает движение влево, вводя пальцы 13 салазок 10 в отверстия 14 второй части 7 питателя. При освоболадении щтока выключателя 18 поршень пневмоцилиндра 9 совершает движение вправо, выводя пальцы 13 салазок 1U из отверстий 14 второй части 7 питателя.
Управление пневмоприводом качания 16 осуществляется вручную с помощью пиевмокрана (на чертежах условно не показан.
Устройство работает следующим образом.
Зажимное приспособление 5 подается к месту загрузки, пневмоприводу качания 16 сообщается движение вверх. Первая часть 6 и вторая часть 7 питателя в это время соедипепы между собой при помощи салазок 10, пальцы 13 которых находятся в отверстиях 14 второй части У питателя. Первая часть 6 питателя (а вместе с ней салазки 10 и пиевмоцилиндр 9), вращаясь вокруг оси 15, подиимается вверх, а вторая часть 7 питателя опускается вниз.
При вверх первая часть 6 питателя поднимает деталь 3 над упором 2 накопителя 1, преграждая одновремеиио путь остальным деталям, находящимся на накопителе 1. Деталь 3, скатываясь по первой части 6 питателя, затем по второй части 7 питателя, попадает на зажимное приспособление 5, в котором и закрепляется.
После закрепления детали 3 за/кимному приспособлепию 5 сообщается прямой ход. При отходе зажимного приспособления 5 от места загрузки на величину хода штока выключателя 18 порщню пневмоцилиндра 9 через электропиевмозолотник 17 сообщается движение, при котором пальцы 13 салазок 10 выводятся из отверстия 14 второй части 7 питателя.
Для того чтобы вторая часть 7 питателя удерживалась на зажимном приспособлении при разъединении питателя, на зажимном приспособлении 5 установлены фиксаторы 19.
После окончания обработки зажимное приспособление 5 с закрепленной в нем деталью возвращается в исходное положение, т. е. к месту загрузки. При подходе к месту загрузки
зал :имное приспособление 5 нажимает на шток выключателя 1Ь и порщню пневмоцилиндра 9 через электропневмозолотник 17 сообщается движение, нри котором пальцы 13 салазок 10 входят в отверстия 14 второй части 7 питателя.
Зажимное нриспосоЗление 5 останавливается и деталь 3 освобождается от крепления. Первой части 6 питателя при помощи пневмопривода качания 16 сообщается движение
вниз. Вторая часть 7 питателя поднимается
вверх, увлекая из зажимного приспособлення
Ь за собой обработанную деталь 3, которая
свободно скатывается.
Первой части 6 маятникового питателя
вновь сообщается движение вверх, и рабочий цикл повторяется.
Формула изобретения
Загрузочно-разгрузочное устройство к станкам, содержащее накопитель и установленный на оси маятниковый питатель с приводом для передачи деталей в зажимное приспособление и выгрузки обработанных деталей, отличающееся тем, что, с целью обеспечения загрузки и разгрузки деталей, обрабатываемых в зажимном нриспособлении, устаповленном с возможностью перемещения вдоль линии центров станка, маятниковый питатель выполнен составным из двух частей, связанных между собой нромежуточным звеном, а зажимное приспособление снабжено фиксаторами для удержания одной части маятникового питателя при его разъединении.
2. Устройство по п. 1, отличающееся тем, что промежуточное звено выполнено в виде салазок, установленных с возможностью перемещения относительно одной из частей маятникового питателя и снабл4енных пальцами, взаимодействующими с отверстиями, которые выполнены на другой частн маятникового питателя.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР JN 428920, кл. В 23Q 7/06, 1972.
2. Обзорная информация. Опыт технического неревооружения завода сельскохозяйственного машиностроения. М., «Ригасельмаш,
1972, с. 19-21, рис. 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
| Загрузочное устройство | 1984 |
|
SU1220722A1 |
| Токарный многоцелевой станок | 1985 |
|
SU1282962A1 |
| Станок для сборки | 1983 |
|
SU1328139A1 |
| Загрузочное устройство | 1980 |
|
SU994211A1 |
| Автоматизированная технологическая единица | 1984 |
|
SU1222503A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ЗЕНКОВАНИЯ ТРУБОК | 1973 |
|
SU366035A1 |
| Устройство для загрузки и разгрузки токарного многошпиндельного станка | 1986 |
|
SU1340976A1 |
| МНОГОШПИНДЕЛЬНЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU302180A1 |
/7
€:
