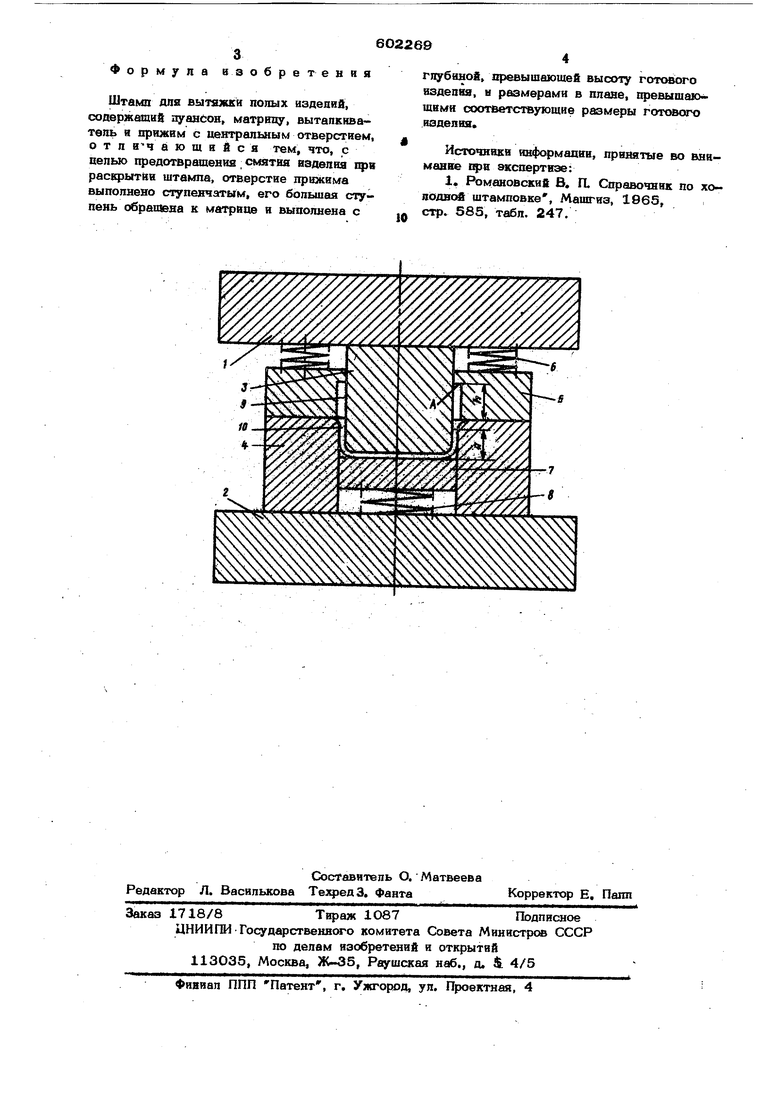
Изобретение относится к области обработки метаппов давлением, в частности к вытяжке полых изделий (цилиндрических или коробчатых), и касается конструкции инструмента для вытяжки. Известен штамп дня вытяжки полых изделий, содержащий пуансон, матрищ, выталкиватель и прижим с центральным отверстием ij. . Недостатком известного штампа является то, что при вытяжке деталей без фланца из тонколистового материала npvf раскры тии штампа создается опасность смятия изделия. Дпя предотвраше}1Ия смятия изделия при раскрытии штампа отверстие прижима выполнено ступенчатым, его большая ступень обращена к матрице и выполнена с глубиной, превышающей высоту готового изделия и размерами в плане, превышающими соответствующие размеры готового изделия. На чертеже изображен предлагаемый штамп. Штамп содержит верхнюю и нижнюю пли ты 1 и 2, вытяжной пуансон 3, матрицу 4 прижим 5 с пружинами 6 и выталкиватель 7 с пружинами 8. Прижим 5 выполнен со ступенчатым отверстием, большая ступень 9 которого обращена к матрице 4 и имеет глубину К , больи1ую высоты а изделия 1О, и размеры в плане, превышающие размеры в плане изделия 1О. Штамп работает следующим образом. При движении ползуна вниз в первую очередь вступает в работу прижим 5, который прижимает заготовку к матрице. Ход прижима 5 выбран таким образом, чтобы в нижнем положении плоскость А ступени прижима не выходила за радиус схругления вытяжного пуансона 3. Далее пуансон 3, вытягивая зшотовку из-под прижима 5, проталкивает ее в матрицу 4. При обратном ходе ползуна изделие 1О вместе с пуансоном 3 выталкивается на уровень матрицы 4, после чего изделие 10 снимается с : пуансона 3 плоскостью А ступени 9 прижима 5, не воспринимая на себя при этом противодавления пружин 6 и 8.
Ф о р м у п в изобретевия
Штамп дпг попых изделий, содержвший пуаясов, Matpsay, вытапкнватепь и прижим с цеятрапьным отверстием, отл Ичающийся тем, что, с пепью предотврашениа , сьштвя вздеяиа прв рас1фытии штампа, отверстие прижима выполнено ступенчатым, его большая ступень обращена к матрице и выполнена с
глубиной, превышающей высоту готового изделвг, н размерами в плаае, превышаю щимн соответствующие размеры готового изделия.
Источники информации, принятые во внимание арк экспертизе:
1, Римановский В, П. Справочник по холодней штамповке , Мащгиз, 1965, стр. 585, табл. 247.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки полых изделий | 1983 |
|
SU1139537A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп для вытяжки | 1988 |
|
SU1562043A1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
