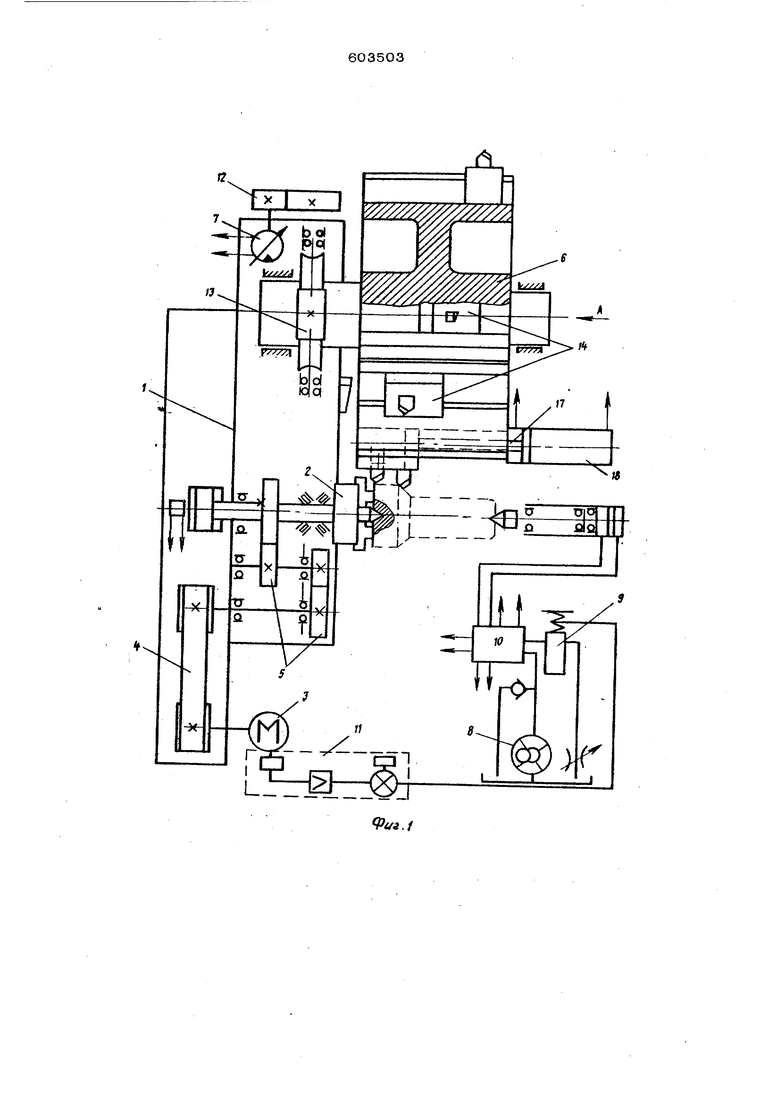
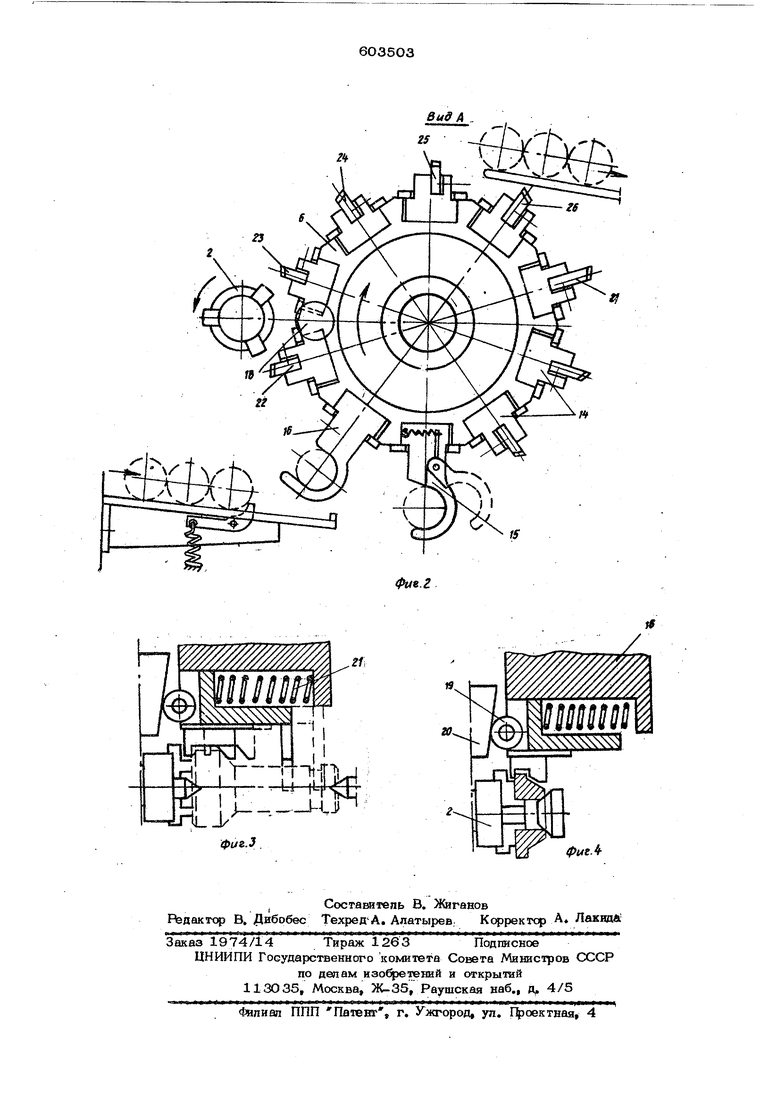
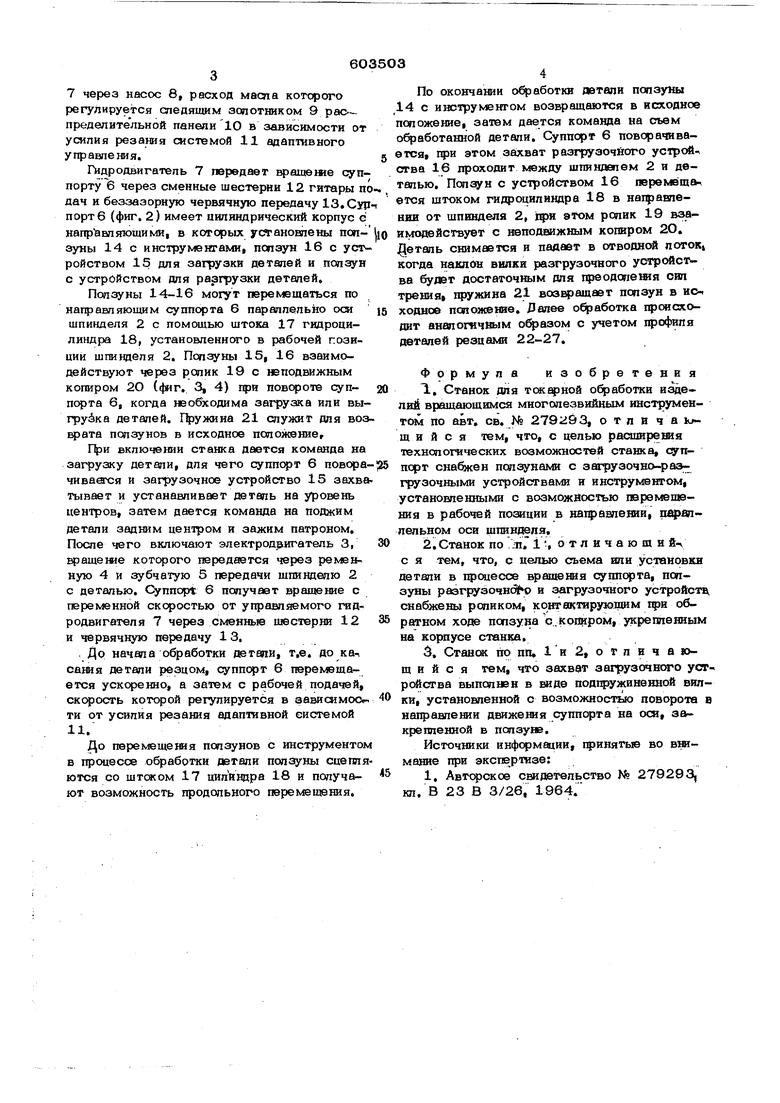
7 через насос 8, расход масла которого регулируется следящим золотником 9 раопределительной панели10 в зависимости от усилия резания системой Ц адаптевного управления. Гидр одни гатепь 7 передут вращеже суппорту 6 через сменные шестерни 12 гитары п дач и беззазорную червячную передачу 13,СуП портб (фиг. 2) имеет цилнндрическнй корпус с напр вляющими, в которых установлены попзуны 14 с инструментами, ползун 16 с устройством 15 для загрузки деталей и ползун с устройством Для разгрузки деталей. Полины 14-16 могут перемещаться по направляющим суппорта 6 параллельно оси шпинделя 2 с помощью штока 17 гидроцилиндра 18, установленного в рабочей позиции щпинделя 2. Ползуны 15, 16 взаимодействуют через ролик 19 с неподвижным копиром 2О (фиг. 3, 4) при повсроте суппорта 6, когда необходима загрузка или выгрубка деталей. Гфужина 21 служит для воз ата ползунов в исходное положение, Прк включении станка дается команда на загрузку детали, для чего суппорт 6 поворачиваачзя и загрузочное устройство 15 захва и устанавливает деталь на уровень центров, затем дается команда на поджим детали задним центром и зажим патроном. После чего включают электродвигатель 3, вращеше которого передается через ременную 4 и зубчатую 5 передачи щпинделю 2 с деталью. Cynnopt 6 получает вращение с переменной скоростью от управляемого гидродвигателя 7 через сменные шестерни 12 и червячную передачу 1 3, До начала обработки датади, т,е. до ка-, сания детали резцом, суппорт 6 перемещается ускоренно, а затем с рабочей подачей, скорость которой регулируется в зависимое, ти от усилия резания адаптивной системой 11. До перемещедая ползунов с инструментом в процессе обработки детали ползуны сцепляются со щтсжом 17 цилиндра 18 и получают возможность продольного перемещения. По окончании обработки детали ползуны 14 с инструментом возвращаются в неровное положение, затем дается команда на съем обработанной детали. Суппорт 6 повсрачивается, при этом захват разгрузочйого устрсЛ ства 16 проходит между шпинделем 2 и . Ползун с устройством 16 перемеща я штоком гидроцилиндра 18 в aanpasneнии от шпшзделя 2, этом ролик 19 взаимодействзгет с неподвижным копиром 2О, Деталь снимается и падает в отводной лоток, когда наклон вилки разгрузочного ycTpt ct ва будет достаточным для преодоления сип трения, 1фужина 21 возвращает ползун в исходное пспоженяе. Л алее обработка происходит аналогичным офазом с учетом профиля деталей резцами 22-27. Формула изобретения 1.. Станок для токфной обработки изделий вращающимся многолезвийщом инструменTCHVI по авт. св. № , о т п в ч а ющ и и с я тем, что, с целью расаиирешя технологических возможностей станка, суппорт снабжен с загрузочно-разгрузочными устройствами и инструментом, установпешп 1ми с возможйостью перемещения в рабочей позиции в направлении, п аллельвом оси щпиндепя. 2.Станок по /л. i, отличаюти й-ч с я тем, что, с целью съема или установки детали в пршессе вращения суппс та, ползуны раэгруаочн(йо и загрузочного устройств снабжены роликом, контвктэдруюящм тфн обретном ходе ползуна с .копиром, укрепленным на корпусе стенка. 3.Стансж lio пп, 1 и 2, о т л и ч а ющ и и с я тем, что захват загрузочного уст-, рсйства выпопнэн в виде подщэужиненной вилки, установленной с возможностью поворота в направлении движения суппорта на оси, закрепленной в ползунг. Источники информации, 1финятые во вшмание при экспертизе: 1. Авторское свидетельство № 27929 кл. В 23 В 3/26, 1964.
-та
fftuA.i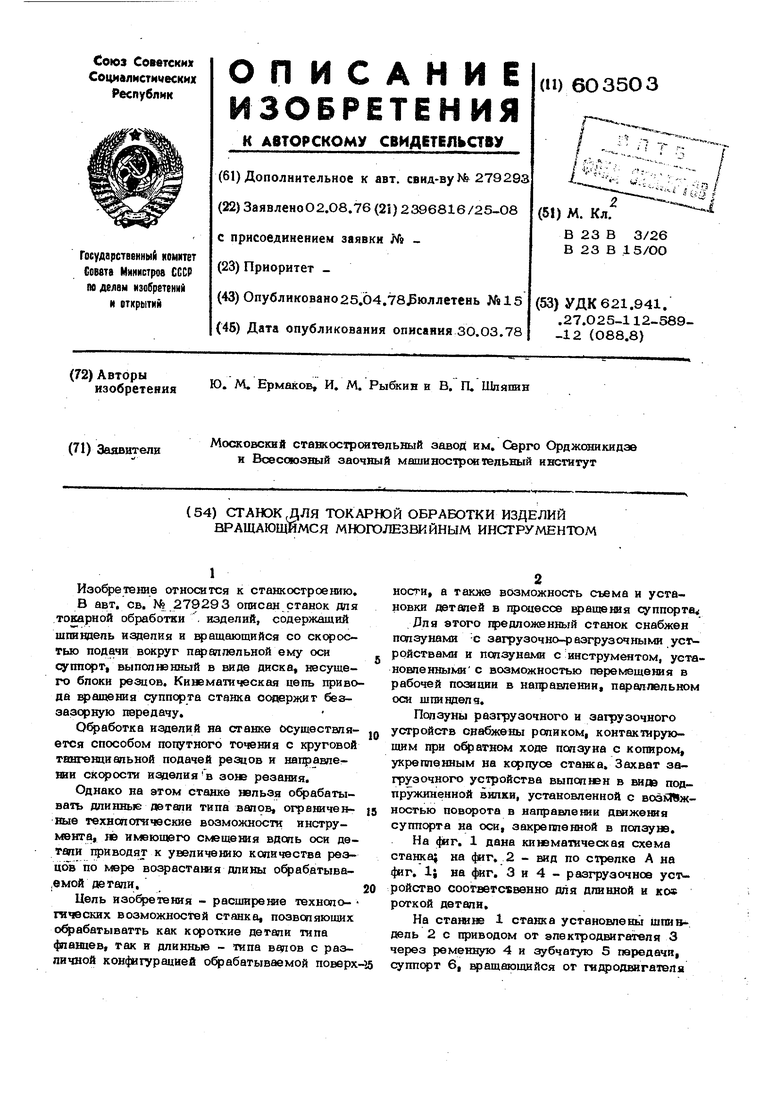
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок | 1982 |
|
SU1111848A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 1973 |
|
SU381499A1 |
| Способ управления токарной обработкой и устройство для его осуществления | 1982 |
|
SU1016080A1 |
| Станок для давильной обработки | 1981 |
|
SU1013029A1 |
| Роторный зубодолбежный станок | 1985 |
|
SU1324778A1 |
| Автомат для обработки деталей кольцевого периодически повторяющегося профиля | 1982 |
|
SU1060347A1 |
| ОПЕРАЦИОННО-ТРАНСПОРТНЫЙ РОТОР ДЛЯ НАРУЖНОЙ ОБТОЧКИ ДЕТАЛИ | 1967 |
|
SU201874A1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |