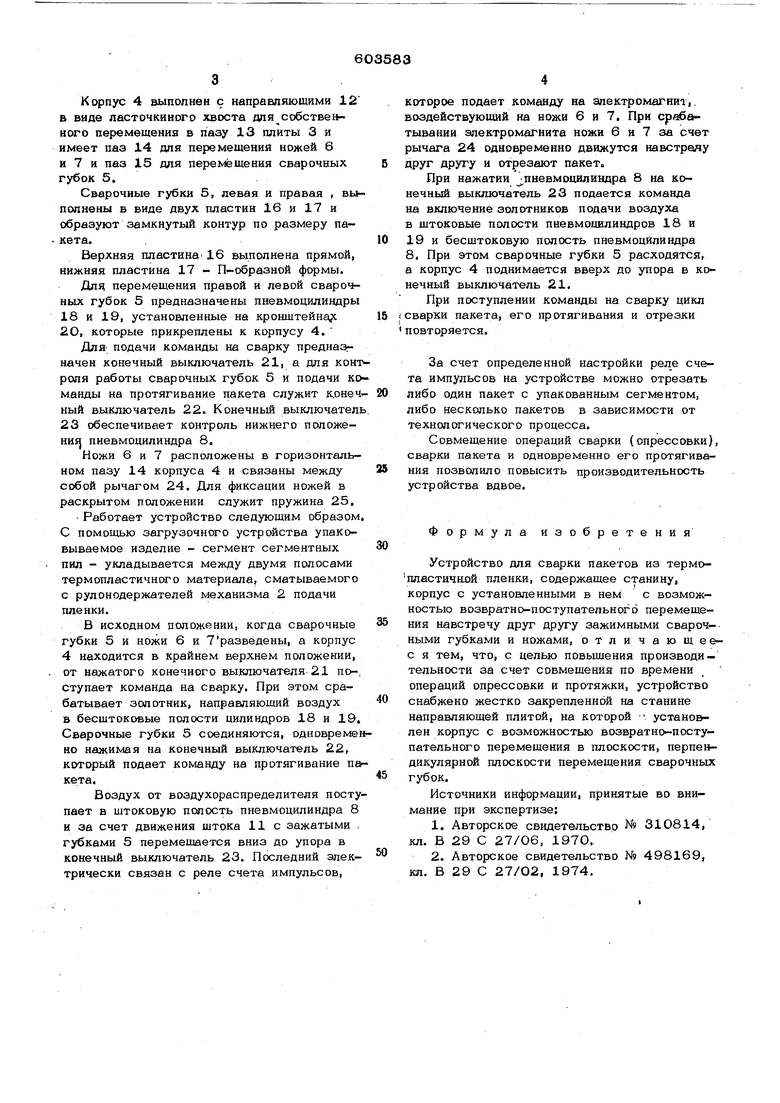
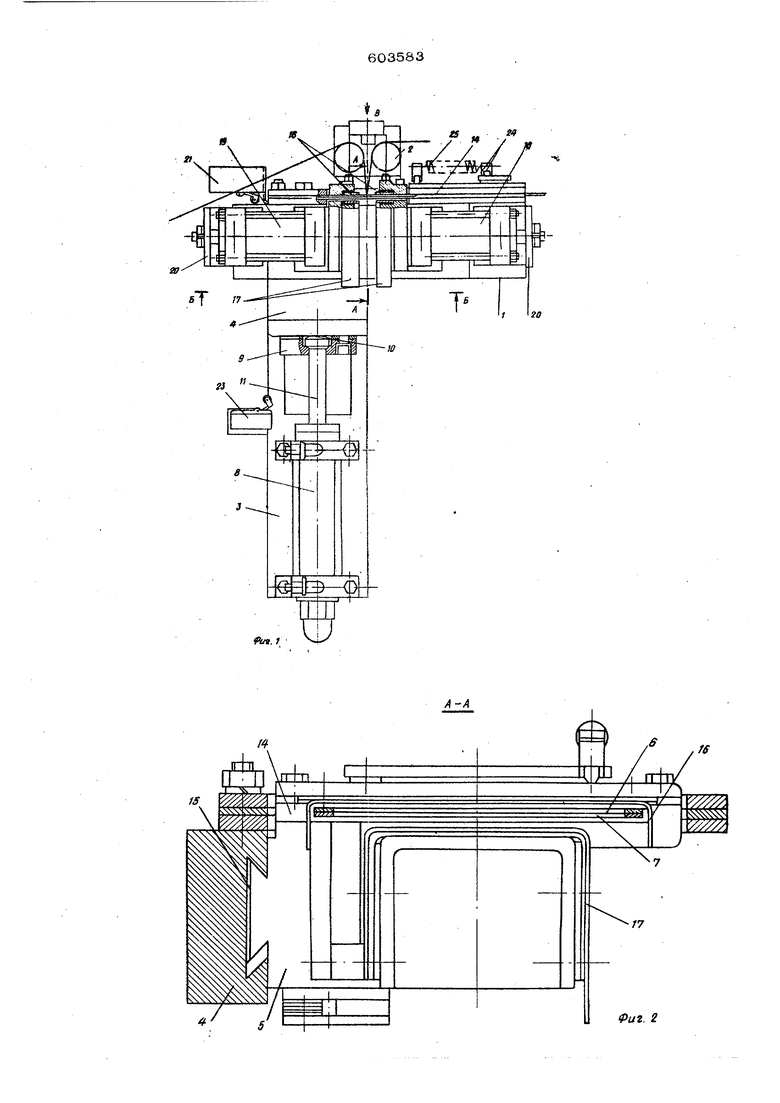
Корпус 4 выполнен с направляющими 12 в виде ласточкиного хвоста дпя собстве ного перемещения в пазу 13 плиты 3 и имеет паз 14 для перемещений ножей 6 и 7 и паз 15 для перемещения сварочных губок 5,
Сварочные губки 5, левая и правая , выполнены в виде двух пластин 16 и 17 и образуют замкнутый контур по размеру паткета.
Верхняя пластина 16 выполнена прямой, нижняя пластина 17 П-образной формы.
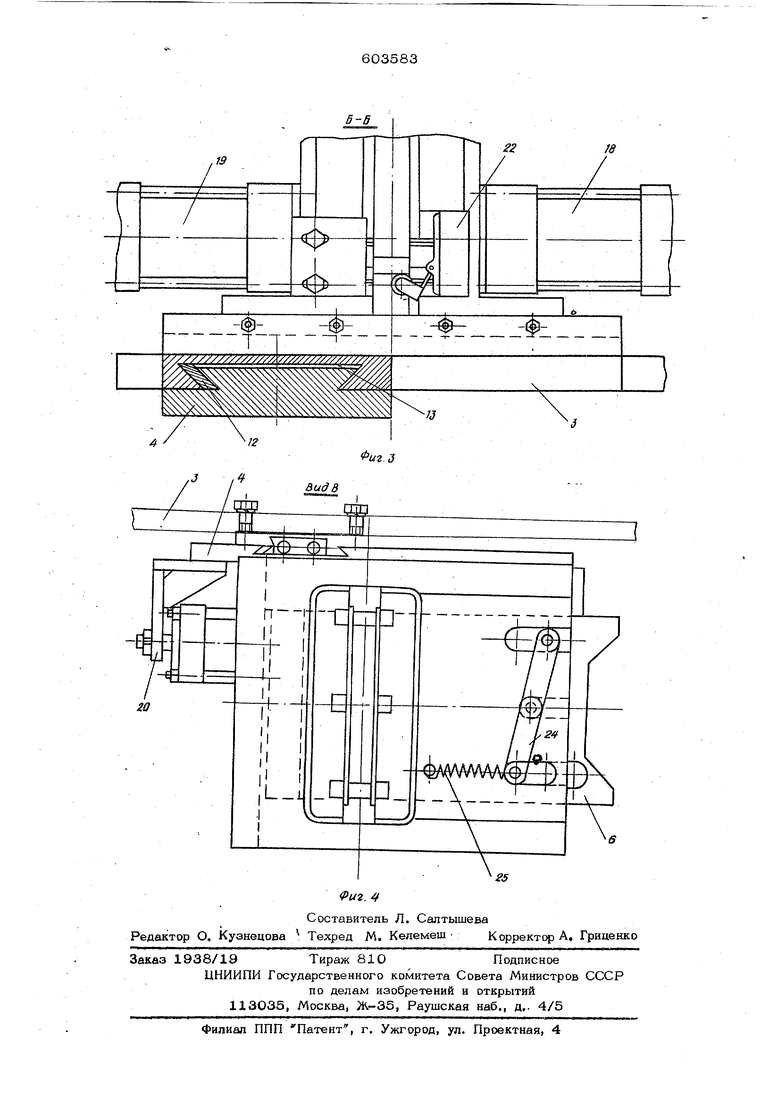
Длч перемещения правой и левой сварочк ных губок 5 предназначены пневмоцилиндры 18 и 19, установленные на кронштейна 2О, которые прикреплены к корпусу 4,
Для- подачи команды на сварку предназг начен конечный выключатель 21, а для конт роля работы сварочных губок 5 и подачи команды на протягивание пакета служит конечный выключатель 22. Конечный выключатель. 23 обеспечивает контроль нижнего положение} пневмоцилиндра 8.
Ножи 6 и 7 расположены в горизонтальном пазу 14 корпуса 4 и связаны между собой рычагом 24. Для фиксации ножей в раскрытом положении служит пружина 25,
Работает устройство следующим образом. С помощью загрузочного устройства упаковываемое изделие - сегмент сегментных пил - укладывается между двумя полосами термопластичного материала, сматываемого с рулонодержателей механизма 2 подачи пленки.
В исходном положении, когда сварочные губки 5 и ножи 6 и 7разведены, а корпус 4 находится в крайнем верхнем положении, от нажатого конечного выключателя 21 по-, ступает команда на сварку. При этом срабатывает золотник, направляющий воздух в бесштоковые полости цилиндров 18 и 19. Сварочные губки 5 соединяются, одновременно нажимая на конечный выключатель 22, который подает команду на протягивание паткета.
Воздух от воздухораспределителя поступает в щтоковую полость пневмоцилиндра 8 и за счет движения щтока 11с зажатыми . губками 5 перемещается вниз до упора в конечный выключатель 23. Последний электрически связан с реле счета импульсов.
которое подает команду на алектромагниг,. оздействующий на ножи 6 и 7, При срабв ывании электромагнита ножи 6 и 7 за счет рычага 24 одновременно движутся навстреяу руг другу и отрезают пакет.
При нажатии J пнeвмDцилиндpa 8 на конечный выключатель 23 подается команда на включение золотников подачи воздуха в щтоковые полости пневмоцилиндров 18 и 19 и бесщтоковую полость пневмоцилиндра В. При этом сварочные губки 5 расходятся, а корпус 4 поднимается вверх до упора в конечный выключатель 21.
При поступлении команды на сварку цикл
варки пакета, его протягивания и отрезки
повторяется.
За счет определенной настройки реле счета импульсов на устройстве можно отрезать либо один пакет с упакованным сегментом, либо несколько пакетов в зависимости от технологического процесса.
Совмещение операций сварки (опрессовки), сварки пакета и одновременно его протягивания позволило повысить производительность устройства вдвое.
Формула изобретения
Устройство для сварки пакетов из термо- пластичной пленки, содержащее станину, корпус с установленными в нем с возможностью возвратно-поступательного перемещения навстречу друг другу зажимными сварочными губками и ножами, отличающеес я тем, что, с целью повышения производительности за счет совмещения по времени операций опрессовки и протяжки, устройство снабжено жестко закрепленной на станине направляющей плитой, на которой устано лен корпус с возможностью возвратно-поступательного перемещения в плоскости, перпеидикулярной плоскости перемещения сварочных губок.
Источники информации, принятые во внимание при экспертизе;
1.Авторское свидетельство N9 310814, кл. В 29 С 27/06, 1970.
2.Авторское свидетельство № 498169, кл. В 29 С 27/О2, 1974.
го
f.i UJ
20
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Автоматическая линия для дозирования и упаковки сыпучих или штучных материалов | 1989 |
|
SU1705191A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| Станок для правки и мерной резки проволоки | 1989 |
|
SU1664446A1 |
| УСТРОЙСТВО ПОПЕРЕЧНОЙ СВАРКИ | 2013 |
|
RU2545121C1 |
| Автомат для упаковывания вязких продуктов в термосклеивающуюся пленку | 1991 |
|
SU1807963A3 |
| Машина для контактной сварки арматурных каркасов | 1987 |
|
SU1590275A1 |
| Устройство для оребрения труб | 1982 |
|
SU1209391A1 |
| Установка для приварки ребер к трубе | 1978 |
|
SU772775A1 |
| Автомат для изготовления якоря электродвигателя | 1989 |
|
SU1730710A1 |
Фиг. г
