(54) УСТРОЙСТВО ДЛЯ НАСТРОЙКИ РЕЗЦОВ НА СТАНКЕ НЕПОСРЕДСТВЕННО
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидрокопировальное устройство для универсального токарного станка | 1985 |
|
SU1310115A1 |
| Борштанга к резьбонарезному станку | 1978 |
|
SU749586A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2049598C1 |
| Устройство для измерения перемещений резца относительно станины | 1974 |
|
SU568500A1 |
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Токарный станок | 1979 |
|
SU872039A1 |
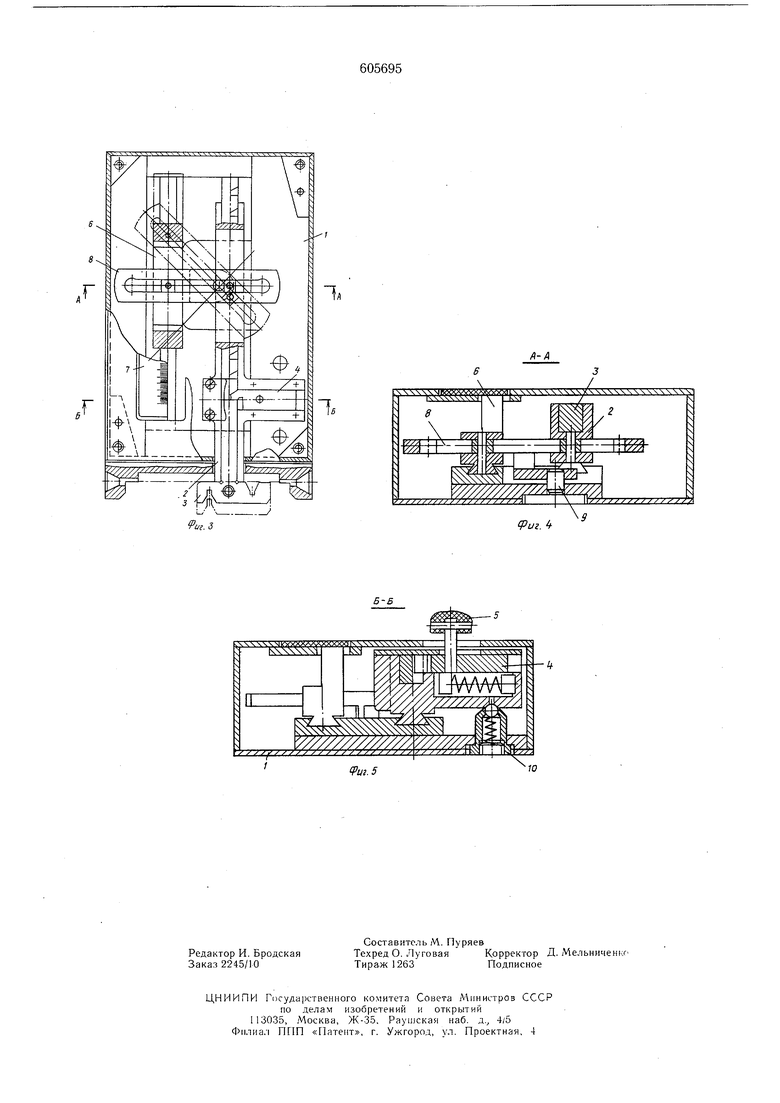
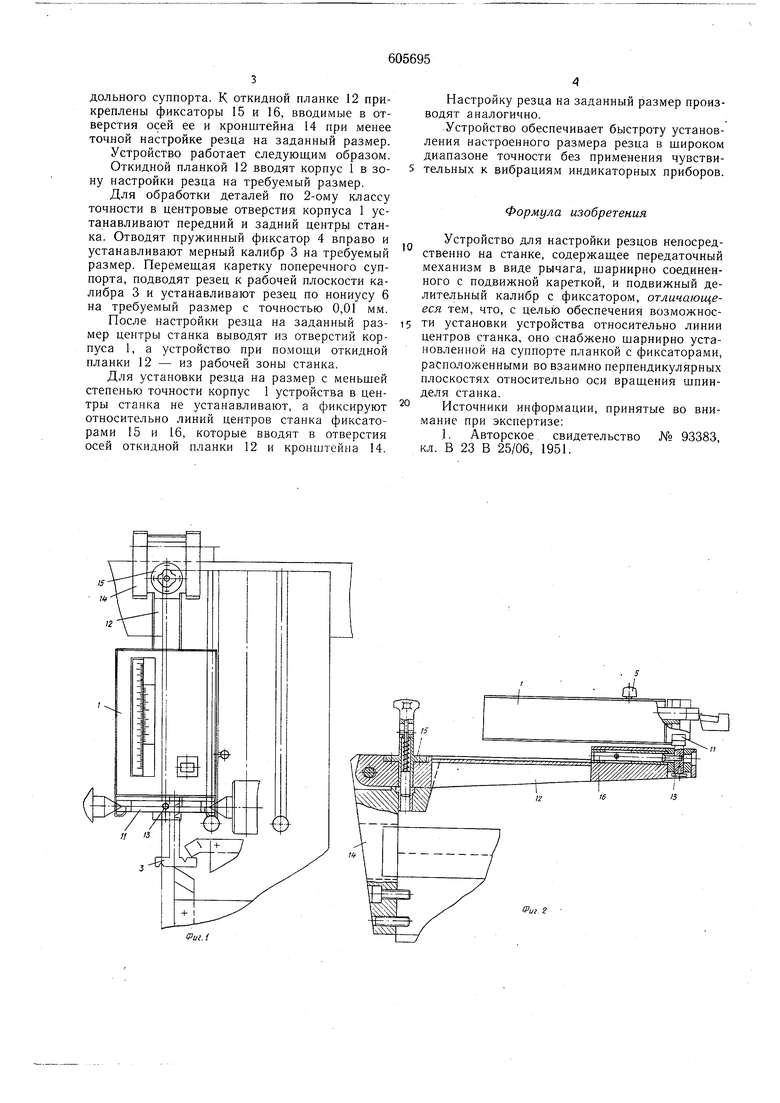
Изобретение относится к машиностроению и может быть использовано при настройке резцов токарных станков. Известно устройство для измерения расстояния от вершин резца до линии центров, содержащее корпус с индикатором и упором, по которым определяется вылет резца от блока и расстояние от его вершины до линии центров 1. Недостатком такого устройства является невозможность его установки на суппорте станка относительно линии центров последнего. С целью обеспечения возможности установки устройства относительно линии центров стакана оно снабжено шарнирно установленной на суппорте планкой с фиксаторами, расположенными по взаимно перпендикулярных плоскостях относительно оси вращения шпинделя. На фиг. 1 представлено предлагаемое устройство для установления требуемого размера при настройке резцов токарного станка, общий вид; на фиг. 2 - вид сбоку фиг. 1; на фиг. 3 - корпус с передаточным механизмом и выдвижным делительным калибром; на фиг. 4 - разрез А-А фиг. 3; на фиг. 5 - разрез Б-Б фиг. 3. По направляющим корпуса 1 устройства перемещается каретка 2 передаточного механизма с продольным пазом, взаимодействующим с выдвижным делительным калибром 3. На рабочих поверхностях калибра выполнены пазы для настройки резьбовых резцов. Калибр разделен на ряд мерных отрезков прорезями. В прорези установлен палец пружинного фиксатора 4, устанавливающий требуемый разрез. К пружинному фиксатору 4 прикреплена ручка 5. Фиксатор 4 выводится при помощи ручки 5 из прорези делительного калибр.а 3 и нониуса 6, перемещающего вдоль линейки 7, прикрепленной к корпусу 1, шарнирно соединенных с неравноплечим рычагом 8, имеющим вращательное движение вокруг оси 9. В корпусе 1 установлен шаровой фиксатор 10, упирающийся в лунку на нижней плоскости каретки 2, удерживающей в нулевом положении нониус 6 при установке калибра 3 на заданный размер. Корпус 1 прикреплен к планке 11, ось которой имеет ограниченные возвратно-поступательное и вращательное движения в откидной планке 12, имеющей перемещение вокруг оси 13, установленной в кронщтейне 14. Последний прикреплен при помощи винтов и штифтов к задней планке направляющих продольного суппорта. К откидной планке 12 прикреплены фиксаторы 15 и 16, вводимые в отверстия осей ее и кронштейна 14 при менее точной настройке резца на заданный размер.
Устройство работает следующим образом.
Откидной планкой 12 вводят корпус 1 в зону настройки резца на требуемый размер.
Для обработки деталей по 2-ому классу точности в центровые отверстия корпуса 1 устанавливают передний и задний центры станка. Отводят пружинный фиксатор 4 вправо и устанавливают мерный калибр 3 на требуемый размер. Перемещая каретку поперечного суппорта, подводят резец к рабочей плоскости калибра 3 и устанавливают резец по нониусу 6 на требуемый размер с точностью 0,01 мм.
После настройки резца на заданный размер центры станка выводят из отверстий корпуса 1, а устройство при помощи откидной планки 12 - из рабочей зоны станка.
Для установки резца на размер с меньшей степенью точности корпус 1 устройства в центры станка не устанавливают, а фиксируют относительно линий центров станка фиксаторами 15 и 16, которые вводят в отверстия осей откидной планки 12 и кронштейна 14.
Настройку резца на заданный размер производят аналогично.
Устройство обеспечивает быстроту установления настроенного размера резца в широком диапазоне точности без применения чувствительных к вибрациям индикаторных приборов.
Формула изобретения
Устройство для настройки резцов непосредственно на станке, содержащее передаточный механизм в виде рычага, шарнирно соединенного с подвижной кареткой, и подвижный делительный калибр с фиксатором, отличающееся тем, что, с целью обеспечения возможности установки устройства относительно линии центров станка, оно снабжено шарнирно установленной на суппорте планкой с фиксаторами, расположенными во взаимно перпендикулярных плоскостях относительно оси вращения шпинделя станка.
Источники информации, принятые во внимание при экспертизе:
Риг.З
А-А
Vuz. 4
Vui.S
