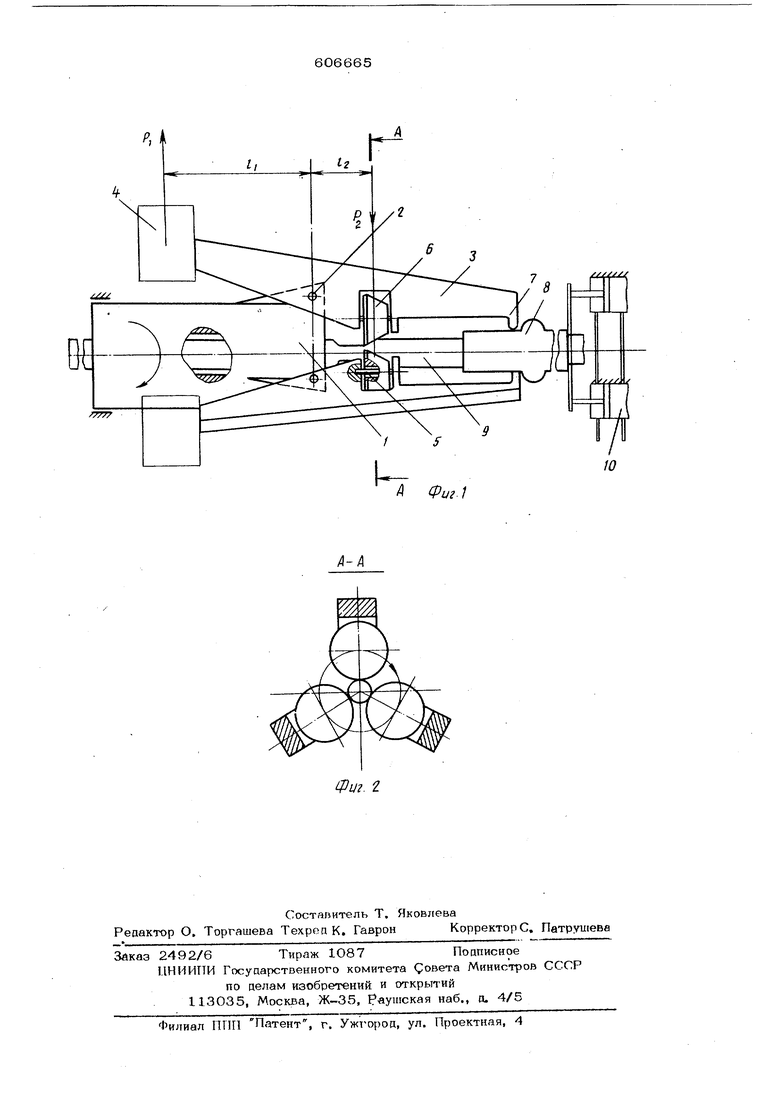
(54) ОТ ЛИ ДЛЯ ГЮ1ШРЕЧНО« ВИНТОВОЙ ШЮКАТКИ с гиароцилинорами 10, запающнми копиру 8 возвратно-поступательное движение. Эта же система гидроцилиндров 1О задает заготовке 9 поступательное движение в направлении подачи, Предлагаемый стан работает следующим образом. Ведущий вал 1 вместе с присоединенны ми к нему при помощи шарниров 2 рычагам 3 приводится во вращение при включении ст па, В процессе вращения рычагов 3 на жест ко соединенные с ними грузы 4 действуют центробежные силы инерции Pj (tWмасса груза 4, Q - центростремительное ускорение), передающиеся рычагами 3 на оси 5 валкЬв 6 с силой - , в результате чего валки 6 начинают вращатьс вместе с валом и вокруг своих осей, обкатывая заготовку 9, Изменением веса груза 4, длины плеча Е j и скорости врашения при водного вала обеспечивается достижение усилия Рл , достаточного для деформации заготовки. После привода во вращение вала 1 гид- роцилиндры 10 сообщают продольное переме щенне в направлении подачи копиру 8 и заготовке 9, При этом, рычаги 3 щупами 7 скользят по поверхности копира 8, чем ограничивают радиальное перемещение валков 6 соответственно размерам обрабатываемой детали, После того как копир 8 и заготовка 9 пройдут заданное расстояние в направлении подачи, ведущий вал 1 останавливается и копир 8 под действием гидроцилиндров 10 возвращается в исходное положение. Затем весь цикл обработки .повторяется. В преплдгаемом стане копировальная си стема не связана с гйгфавликой, имеет вы сокую жесткость и позволяет получать прокат высокой точности. Кроме того, упрощение конструкции стана поперечно-винтовой прокатки за счет применения непривокяых валков, связанных с вёдущйм валом через подвижно закрепленные ва нем рычаги, возвопяет уменьшить га баритные размеры и вес стана. Формула изобретения Стан для поперечно-винтовой прокатки, содержащий станину, три рабочих валка, ме« ханизм перемещения рабочих валков в направлении, перпендикулярном оси прокатки, и копир, отличающийся тем, что. с целью упрощения конструкции стана и повышения точности получаемых изделий, механизм перемещения рабочих валков выполнен в виде установленной в станине по оси прокатки втулки и привода ее вращения, трех шарнирно-закрепленных на втулке двуплечих рычагов, трех грузов и трех щупов, при этом на одном плече каждого рычага установлен рабочий валок и закреплен щуп с возможностью контакта с копиром, на втором плече смонтирован груз, а копир выполнен в виде полой профильной втулки, установленной по оси прокатки. Источники информации, принятые во внимание при экспертизе: 1, Авторское свидетельство СССР № 89338, кл, В 21 Н 8/ОО, 1965.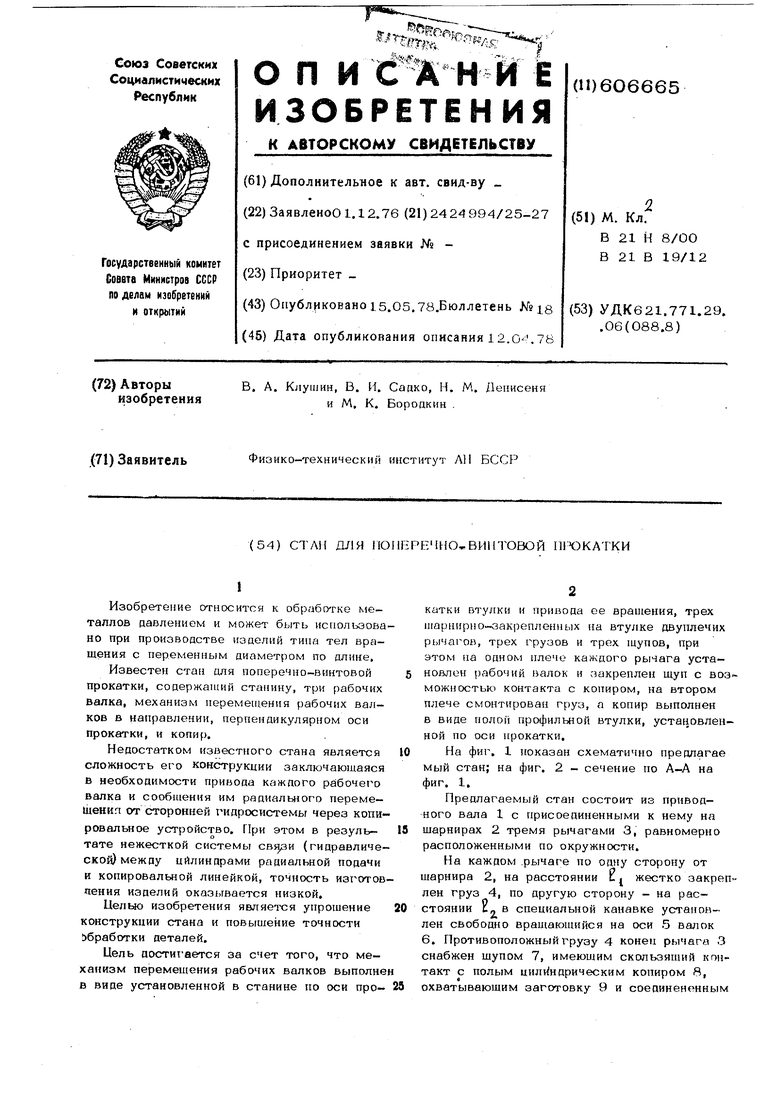
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564068A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| Стан для прокатки профилей пере-МЕННОгО СЕчЕНия | 1979 |
|
SU816640A1 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564067A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Прокатный стан | 1989 |
|
SU1667961A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |