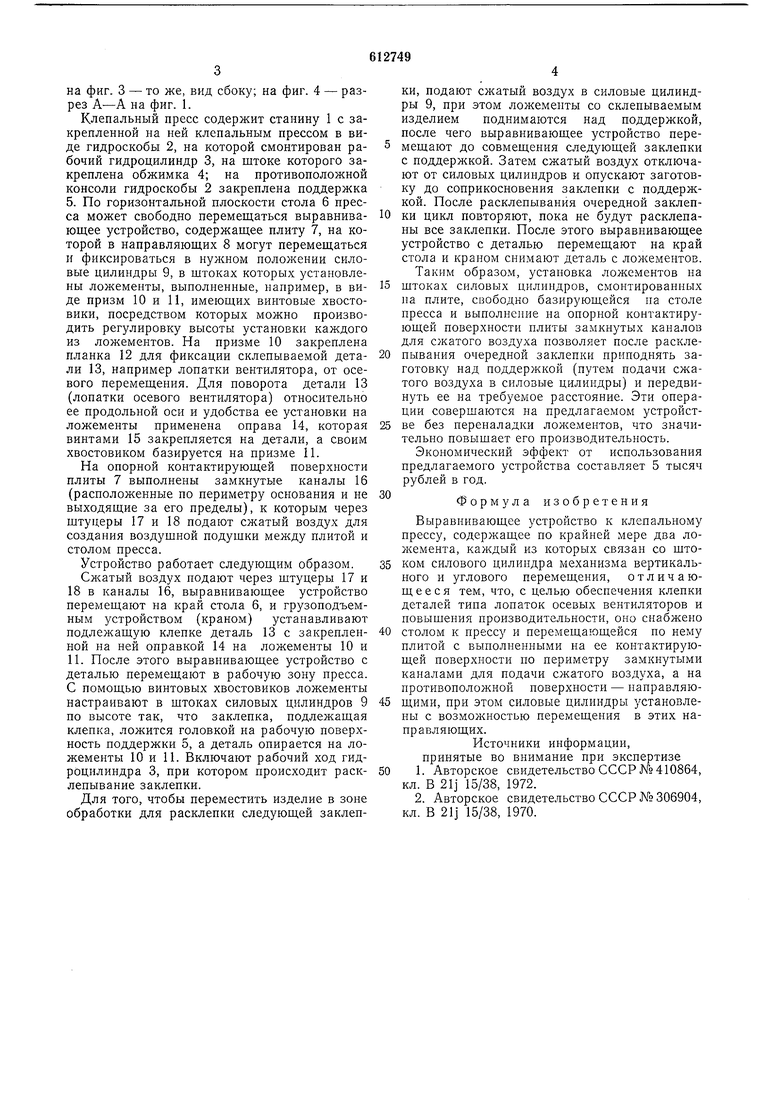
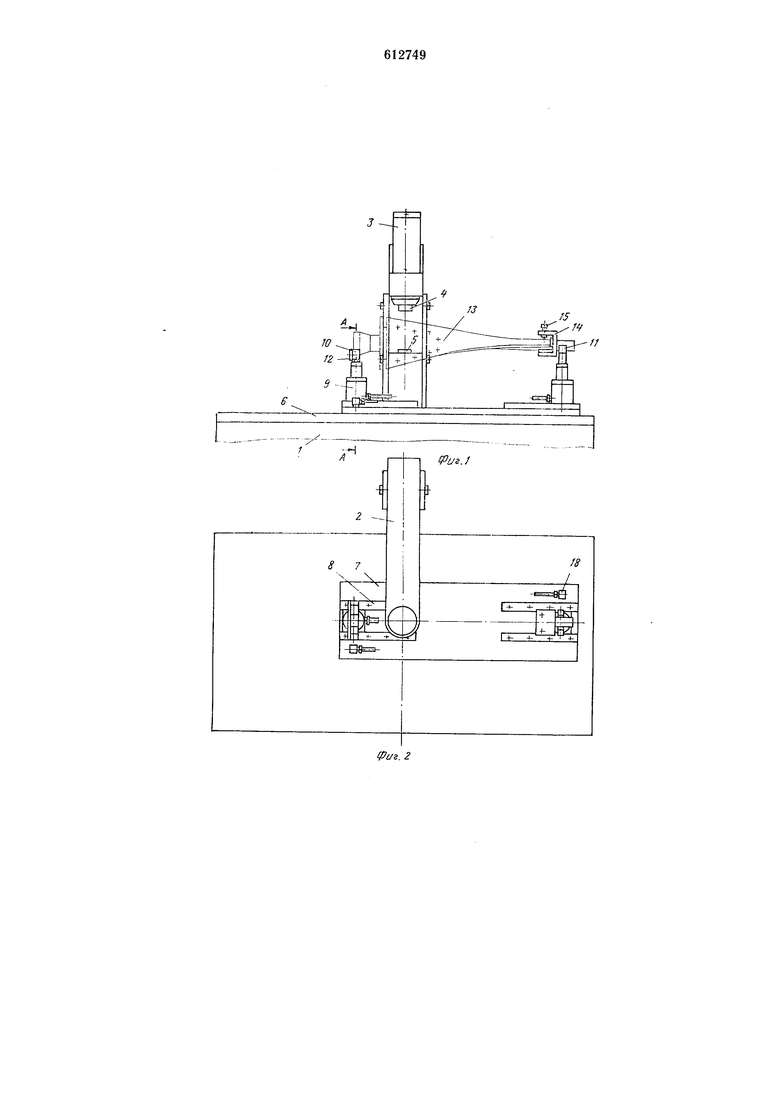
на фиг. 3 - то же, вид сбоку; на фиг. 4 - разрез на фиг. 1.
Клепальный пресс содержит станину 1 с закрепленной на ней клепальным прессом в виде гидроскобы 2, на которой смонтирован рабочий гидроцилиндр 3, на штоке которого закреплена обжимка 4; на противоположной консоли гидроскобы 2 закреплена поддержка 5. По горизонтальной плоскости стола 6 пресса может свободно перемещаться выравнивающее устройство, содержащее плиту 7, на которой в направляющих 8 могут перемещаться и фиксироваться в нужном положении силовые цилиндры 9, в штоках которых установлены ложементы, выполненные, например, в виде призм 10 и И, имеющих винтовые хвостовики, посредством которых можно производить регулировку высоты установки каждого из ложементов. На призме 10 закреплена планка 12 для фиксации склепываемой детали 13, например лопатки вентилятора, от осевого перемещения. Для поворота детали 13 (лопатки осевого вентилятора) относительно ее продольной оси и удобства ее установки на ложементы применена оправа 14, которая винтами 15 закрепляется на детали, а своим хвостовиком базируется на призме 11.
На опорной контактирующей поверхности плиты 7 выполнены замкнутые каналы 16 (расположенные по периметру основания и не выходящие за его пределы), к которым через щтуцеры 17 и 18 подают сжатый воздух для создания воздушной подущки между плитой и столом пресса.
Устройство работает следующим образом.
Сжатый воздух подают через штуцеры 17 и 18 в каналы 16, выравнивающее устройство перемещают на край стола 6, и грузоподъемным устройством (краном) устанавливают подлежащую клепке деталь 13 с закрепленной на ней оправкой 14 на ложементы 10 и И. После этого выравнивающее устройство с деталью перемещают в рабочую зону пресса. С помощью винтовых хвостовиков ложементы настраивают в штоках силовых цилиндров 9 по высоте так, что заклепка, подлежащая клепка, ложится головкой на рабочую поверхность поддержки 5, а деталь опирается на ложементы 10 и И. Включают рабочий ход гидроцилиндра 3, при котором происходит расклепывание заклепки.
Для того, чтобы переместить изделие в зоне обработки для расклепки следующей заклепки, подают сжатый воздух в силовые цилиндры 9, при этом ложементы со склепываемым изделием поднимаются над поддержкой, после чего выравнивающее устройство перемещают до совмещения следующей заклепки с поддержкой. Затем сжатый воздух отключают от силовых цилиндров и опускают заготовку до соприкосновения заклепки с поддержкой. После расклепывания очередной заклепки цикл повторяют, пока не будут расклепаны все заклепки. После этого выравнивающее устройство с деталью перемещают на край стола и краном снимают деталь с ложементов. Таким образом, установка ложементов на
штоках силовых цилиндров, смонтированных на плите, свободно базирующейся на столе пресса и выполнение на опорной контактирующей поверхности плиты замкнутых каналов для сжатого воздуха позволяет после расклепывания очередной заклепки приподнять заготовку над поддержкой (путем подачи сжатого воздуха в силовые цилиндры) и передвинуть ее на требуемое расстояние. Эти операции совершаются на предлагаемом устройстве без переналадки ложементов, что значительно повышает его производительность.
Экономический эффект от использования предлагаемого устройства составляет 5 тысяч рублей в год.
Формула изобретения
Выравнивающее устройство к кленальному прессу, содержащее по крайней мере два ложемента, каждый из которых связан со штоком силового цилиндра механизма вертикального и углового перемещения, отличающееся тем, что, с целью обеспечения клепки деталей типа лопаток осевых вентиляторов и повышения производительности, оно снабжено
столом к прессу и перемещающейся по нему плитой с выполненными на ее контактирующей поверхности по периметру замкнутыми каналами для подачи сжатого воздуха, а на противоположной поверхности - направляющими, при этом силовые цилиндры установлены с возможностью перемещения в этих направляющих.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР ЛЬ 410864, кл. В 21J 15/38, 1972.
2. Авторское свидетельство СССР № 306904, кл. В 21J 15/38, 1970.
л
Л
Iflus.l
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1992 |
|
RU2030946C1 |
| Ручная клепальная гидроскоба | 1984 |
|
SU1212681A1 |
| Клепальный инструмент | 1979 |
|
SU804172A2 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Пневматический клепальный пресс | 1976 |
|
SU770637A1 |
| Пневматический клепальный пресс | 1974 |
|
SU504606A1 |
| Клепальная установка | 1981 |
|
SU1016032A1 |
| Клепальный пресс | 1981 |
|
SU986573A2 |
| Устройство для прессовой клепки клиновидных пакетов | 1981 |
|
SU1006031A1 |
| Устройство для клепки | 1980 |
|
SU904863A1 |
8 7
8
fC
.-ч 1-i- 1.
rHJ Jtl,
