Изобретение относится к устройствам для переработки полимерных материалов в пластическом состоянии с получением профильных длинномерных изделий и может быть использовано в машиностроении для производства полимерных зубчатых колес повышенной прочности.
Целью изобретения является повышение качества получаемых изделий с зубчатой наружной поверхностью и повышение производительности головки.
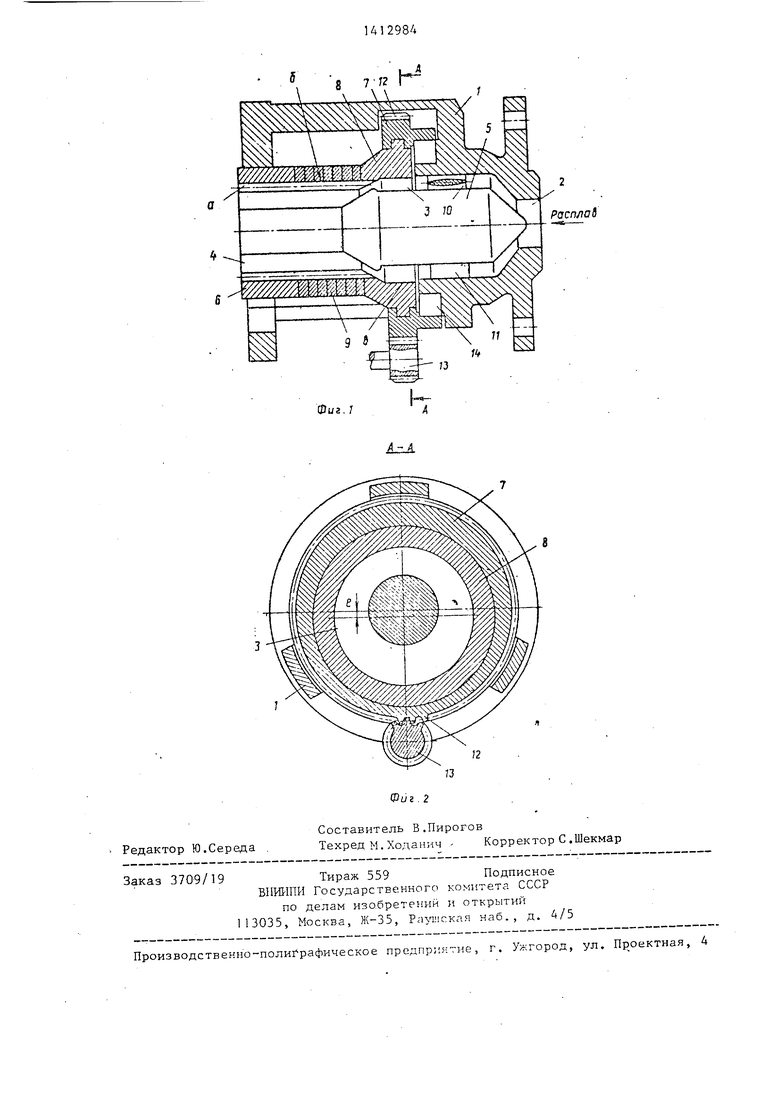
На фиг.1 .изображена предлагаемая экструзионная головка, продольный разрез; на фиг.2 - разрез А-А на фиг.1.
Экструзионная головка содержит корпус 1, в котором вьшолнены входной канал 2, рабочий канал 3 и выходной канал 4. В рабочем канале 3 смонтирован дорн 5, а со стороны выходного канала 4 на корпусе 1 жестко закреплена формующая матрица 6. Экструзионная головка содержит также установленные концентрично дориу 5 наружный кольдевой элемент 7, сопряжённый с корпусом 1, и внутренний кольдевой элемент 8.
Формующая матрица 6 выполнена с внутренней зубчатой поверхностью « и с наружной кольцевой выборкой 5 глубиной до основания зубьев внутренней зубчатой поверхности . Наружный кольдевой элемент 7 выполнен в виде эксцентрика с эксцентриситетом & , смонтированного с возможностью вращения и дополнительно сопряженного с формующей матрицей 6 и внутренним кольцевым элементом 8. Экструзионная головка снабжена смонтированным в наружной кольдевой вь борке 5 кольцевым уплотнителем 9, сопряженным с формующей матрицей бис внутренним кольцевым элементом В. Дорн 5 смонтирован посредством перьевидных дор- нодержателей 10 и 11, а наружный кольцевой элемент 7 выполнен с наружной зубчатой нарезкой 12, посредством которой он сопряжен с шестерней 13 внешнего привода вращения (не показан) . Наружный кольцевой элемент 7 сопряжен с корпусом 1 посредством подшипника 14. Для обеспечения возможности вращения наружного кольцевого элемента 7 поверхность fe внутреннего кольцевого элемента 8 выполнена на соосной делительной окружности зубчатой нарезки 12. Кольцевой
уплотнитель 9 может быть выполнен в виде набора колец или в виде цилиндрической спирали, смонтированной в сжатом состоянии.
Экструзионная головка работает следующим образом.
Экструдат подается в корпус 1 через входной канал 2 и, обтекая дорн
O 5 между дорнодержателями 10 и 11, получает ориентадию в рабочем канале 3. Благодаря вращению кольцевых элементов 7 и 8 поверхность b оказывает на экструдат знакопеременную радиаль-.
5 нуто нагрузку, что способствует повышению структурной однородности экс- трудата по .поперечному сечению выходного канала 4. В случае изготовления полимерных зубчатых колес этим
0 обеспечивается повышение их качества и производительности устройства. Соотношение длин участков внутреннего кольцевого элемента 8 определяется опытным путем с условием полного за тухапия колебаний скорости экструзии по периферии получаемого изделия как следствия вращения кольцевых ;элемен- тов 7 и 8. Формула изобретения
0 Экструзионная головка для.изготовления профильных изделий из полимерных материалов, содержащая корпус с входным, рабочим и выходным каналами, смонтированный в рабочем канас ле дорн, жестко закрепленную на корпусе со стороны выходного канала фор- матрицу и установленные концентрично дерну наружный и внутренний кольцевые элементы, причем наружQ ный кольцевой элемент сопряжен с корпусом, отличающаяся тем, что, с целью повышения качества получаемых изделий с зубчатой наружной поверхностью и повышения производи5 тельноети головки, формующая матрица выполнена с внутренней зубчатой поверхностью и с нар1/жной кольцевой выборкой глубиной до основания зубьев внутренней зубчатой поверхности, а наружный кольцевой элемент выполнен в виде смонтированного с возможностью вращения эксцентрика, дополнительно сопряженного с формующей матрицей и внутреннш-i кольцевым
- элементом, причем в нарулшой кольцевой выборке смонтирован сопряженный с форьгующей матрицей и внутренним кольцевым элементом кольцевой уплотнитель, которым снабжена головка.
0
Шиг. 7
РасллоЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления профильных изделий | 1982 |
|
SU1106668A1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА КОМБИНИРОВАННЫХ ПРОДУКТОВ | 2003 |
|
RU2227783C1 |
| ЭКСТРУДЕР | 2005 |
|
RU2299124C1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| Устройство для формования трубчатых изделий из термопластов | 1986 |
|
SU1395522A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Кольцевая экструзионная головка | 1988 |
|
SU1558693A1 |
| Способ непрерывного изготовления армированной полимерной трубы и устройство для его осуществления | 1990 |
|
SU1716963A3 |
Изобретение относится к области переработки пластических масс, а именно к устройствам, предназначен- ным для крупносерийного производства полимерных зубчатых колес повьшенной прочности. ЦелЬю изобретения является повьшение качества получаемых изделий с зубчатой наружной поверхностью и повышение производительности головки, Для чего головка содержит корпус с входным, рабочим и выходным каналами. В рабочем канале смонтирован дорн. Со стороны выходного канала на корпусе жестко закреплена формующая матрица. Головка содержит установленные концентрично дорну наружный и внутренний кольцевые элементы. Наружный кольцевой элемент сопряжен с корпусом. Матрица выполнена с внутренней зубчатой поверхностью и наружной кольцевой выборкой глубиной до основания зубьев внутренней зубчатой поверхности. Наружный кольцевой элемент выполнен в виде эксцентрика, смонтирован с возможностью вращения и дополнительно сопряжен с формующей матрицей и внутренним кольцевым элементом. В наружной кольцевой выборке смонтирован кольцевой уплотнитель, сопряженный с матрицей и внутренним кольцевым элементом. Экструдат подается в корпус через входной канал. Обтекает дорн. При этом он получает ориента- цию в рабочем канале. Благодаря вращению кольцевых элементов, экструдат испытывает знакопеременную радиальную нагрузку, что способствует повышению его однородности. 2 ил. (С (Л to CD С 4
2
| Экструзионная головка для переработки термопластов | 1974 |
|
SU476178A1 |
| Солесос | 1922 |
|
SU29A1 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| Солесос | 1922 |
|
SU29A1 |
