Изобретение относится к области обработки металлов давлением, а именно к способам получения полых изцелий с фасонной боковой поверхностью.
,
: Известен способ получения полых изд&ЛИЙ с фасонной боковой поверхностью из трубчатых заготовок, при котором осущё|ствляют формоизменение одной из паралIдельных продольной оси поверхностей
I заготовки путем поперечного выдавлива:ния, воздействуя пуансоном на торец за:готовки .
, При таком способе силы трения направлены в сторону, пдотивоположную
перемещению материала, что вызывает отклонение направления истечения металла от поперечного и искажение формы обра|зуемых на боковой, параллельной продоль.ной оси, поверхности ф aнцeБ или отроет ков, а.со стороны второй, неформоизменяющейся I боковой. поверхности - появление застойных угловых зон, т.е. известный способ не обеспечивает требуемого ка;чества получаемых изделий.
С целью повышения качества получаемых иэделий по предлагаемому способу к непретерпеваюшей формоизменения боковой поверхности, параллельной продольной оси заготовки, прикладывают усилия ;активного трения в направлении воздев ствия пуансона на торец заготовки.
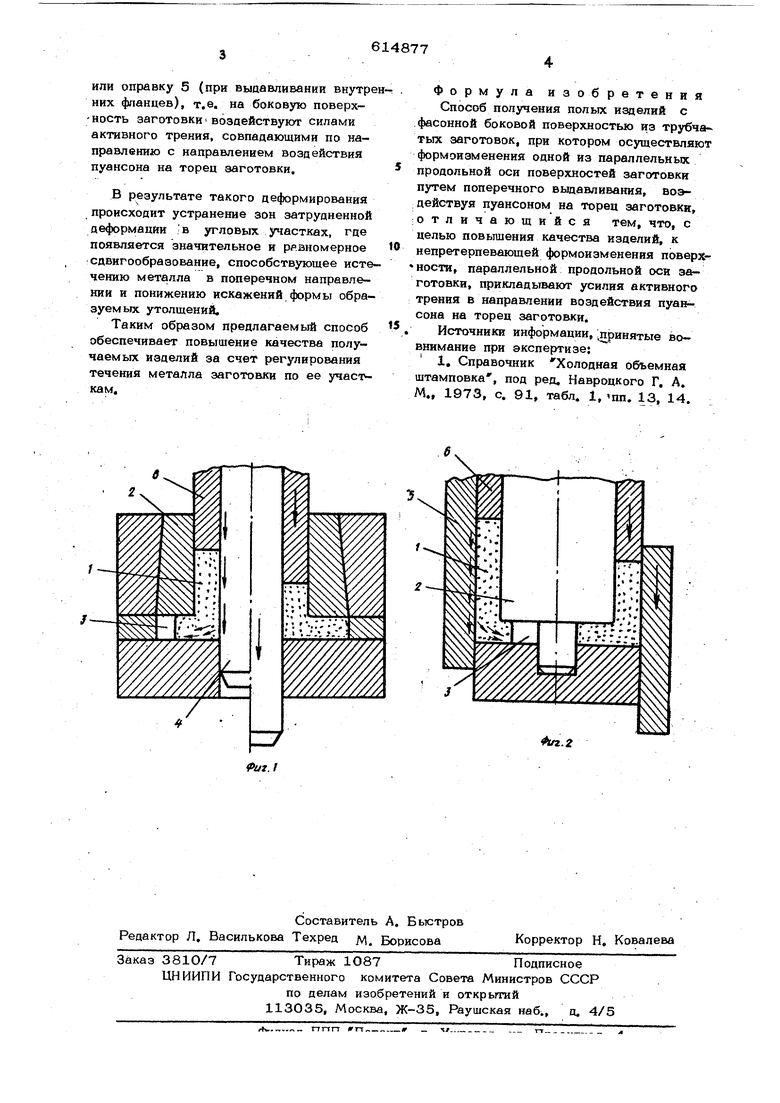
На фиг. 1 представлена схема полу чения по предлагаемому способу польпс изделий с фасонным утолщением н& наружной боковой поверхности, на фиг, 2 то же, на внутренней боковой поверхности
Заготовку 1 устанавливают в матрицу
2,имеющую приемную рабочую полость
3,на оправку 4 (фиг. 1) или в оправку i( контейнер) 5 ((|мг. 2) и воздействуют деформирующим пуансоном 6. В момент соприкосновения торцов пуансона 6 с заготовкой 1 начинается ее деформирование, и металл поперечным истечением перемещается в нерегулируемую боковую полость 3. При этом под действием определенного усилия в направлении действующего усилия перемещают оправку
4 (при выдавливании наружных фланцев)
или оправку 5 (при выдавливании внутре них фланцев), т.е. на боковую поверх-ность заготовкивоздействуют силами активного трения, совпадающими по направлению с направлением воздействия пуансона на торец заготовки,
В результате такого деформирования происходит устранение зон затрудненной деформации в )ггловых участках, где появляется значительное и равномерное сдвигообразование, способствующее истечению металла в поперечном направлении и понижению искажений формы образуемых утолщений.
Таким образом предлагаемый способ обеспечивает повышение качества получаемых изделий за счет регулирования течения металла заготовки по ее участ кам.
Формула изобретения Способ получения полых изделий с фасонной боковой поверхностью из трубчатых заготовок, при котором осуществляют формоизменения одной из параллельных продольной оси поверхностей заготовки путем поперечного выдавливания, воздействуя пуансоном на торец заготовки,
;отличающийся тем, что, с целью повышения качества изделий, к непретерпевающей формоизменения поверхноста, параллельной продольной оси заготовки, прикладьтают усилия активного трения в направлении воздействия пуансона на торец заготовки
Источники информации, ijripHHHTMe вовниманиа при экспертизе:
1, Справочник Холодная о&ьемная штамповка , под ред, Навроцкого Г. А. М., 1973, с. 91, табл. 1, тп. 13, 14.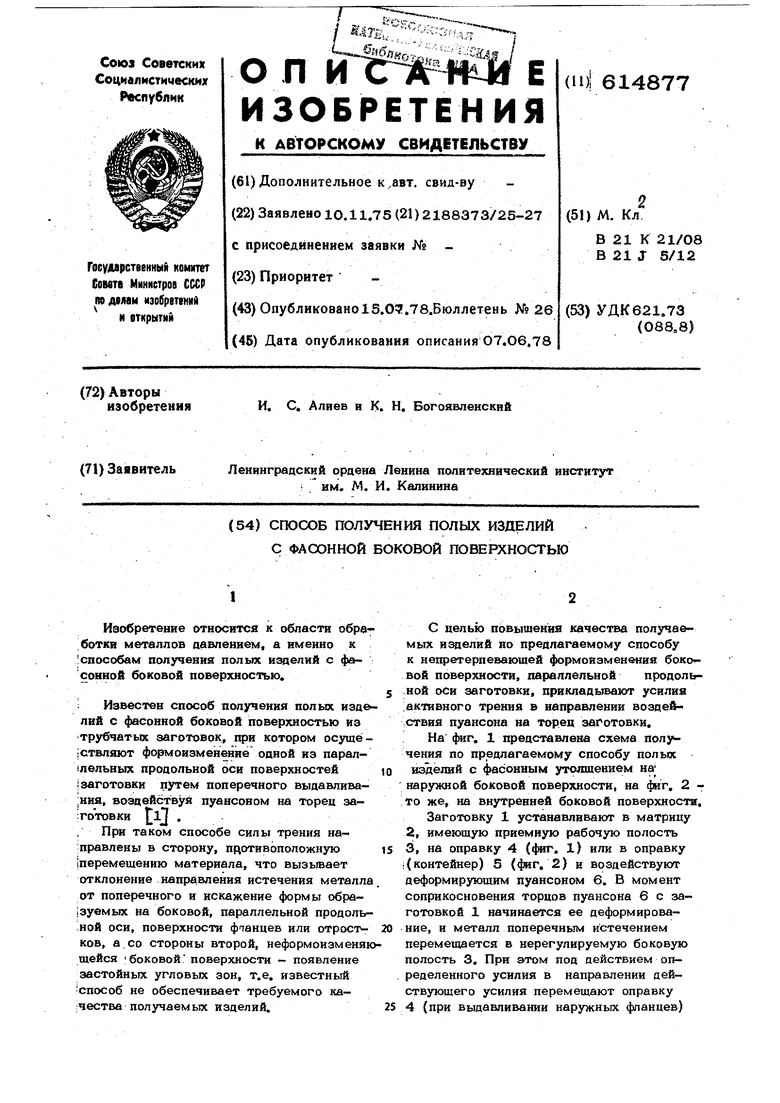
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полых изделий с фасонной боковой поверхностью | 1979 |
|
SU874256A2 |
| Способ получения полых изделий с фланцем | 1979 |
|
SU874255A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| Способ формообразования заготовок | 1980 |
|
SU904824A1 |
| Способ формообразования цилиндрических изделий с фланцами | 1988 |
|
SU1562055A1 |
| Штамм для поперечного выдавливания полых изделий с внешним торцевым фланцем | 1979 |
|
SU854540A1 |
| Способ формовки кольцевых утолщений на полых цилиндрических деталях | 1980 |
|
SU927402A1 |
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |
| Способ выдавливания фасонных изделий | 1989 |
|
SU1738409A1 |
| Способ получения полых изделий с фланцем | 1982 |
|
SU1038054A2 |
