ПОЛ10Ж1НО рааположанньгми (Кромко-налравляющими рол:и1ками, ролики .рольганга и заталкиватель, она|бл :ано тягой, у.становлеиной вщтря штанги € возможностью ррояольного перемещения, и рьгчатамл, ma,piH.p:Ho за-крвплендыми на штанге, лри этом одно из плеч каж1дого рычага соединено с тягой, а ла другом у|К|ре1ПЛ,ен кромжанапраеляющий ролик.
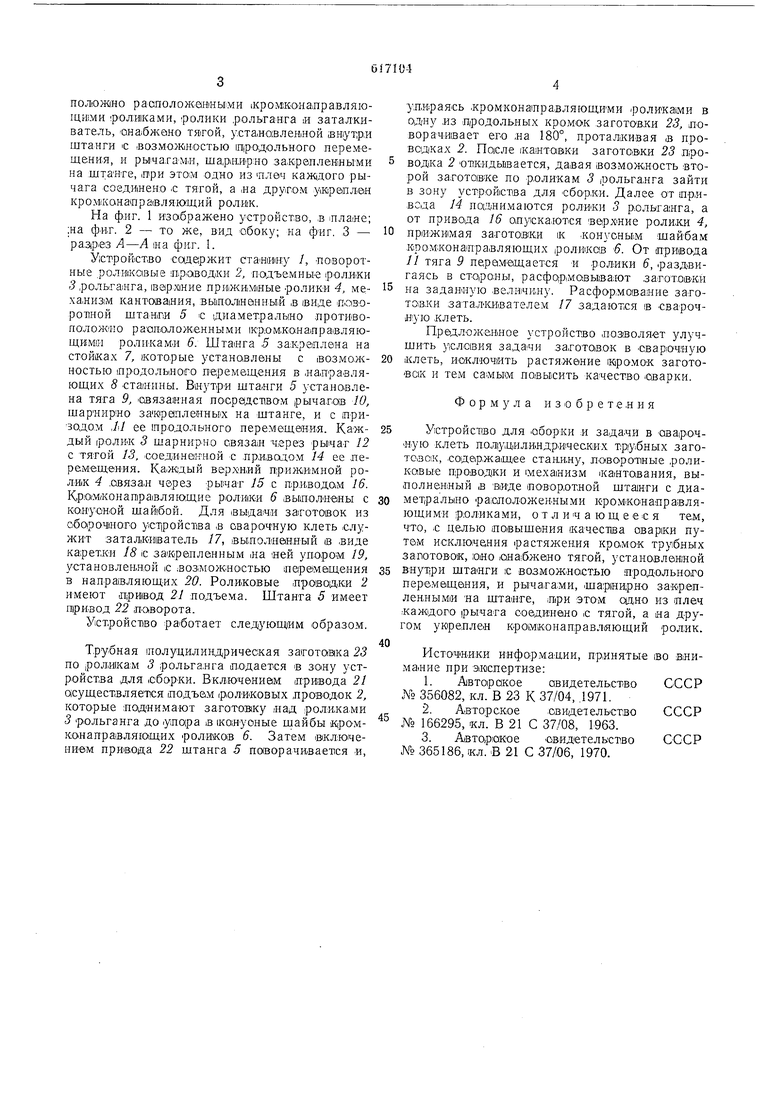
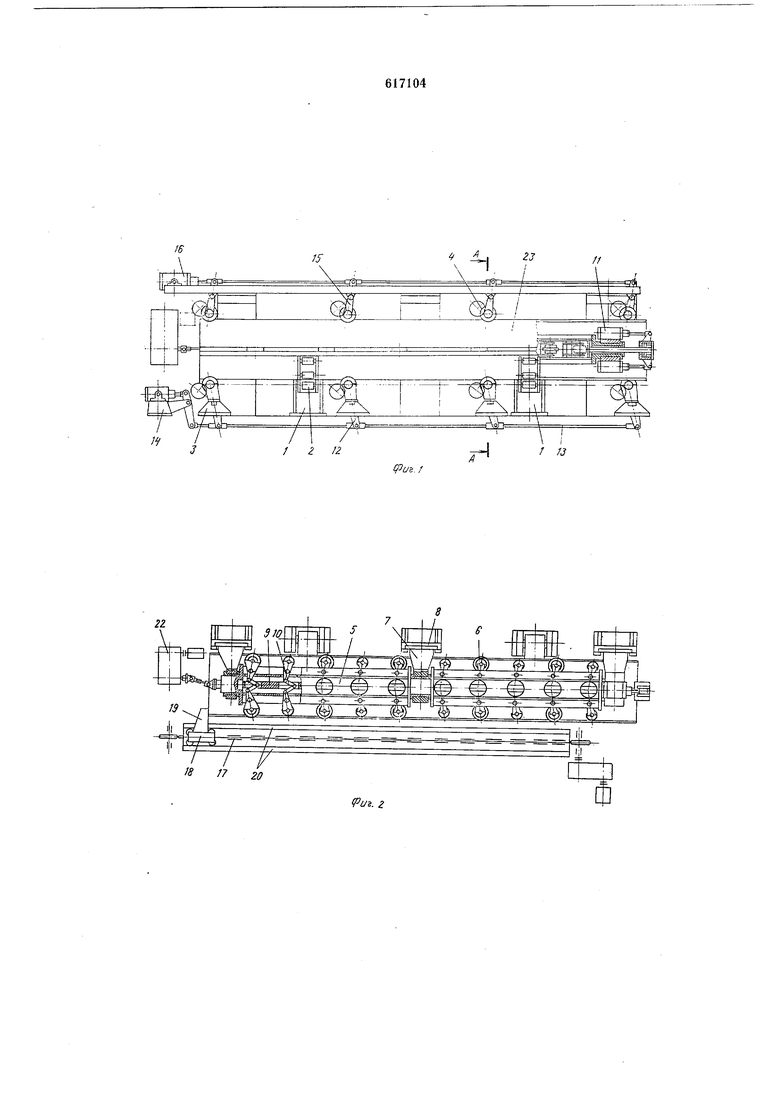
На ф:иг. 1 изображено устройство, в 1нла1не; ;на фиг. 2 - то же, вид обоку; на фиг. 3 - pa,3ipte3 А-Л и а фиг. 1.
Устройство саде;ржит стааияу /, Поворотные .роли1кавые ир-аводки 2, подъемные (роллки 3 .рольгаяга, 1вар.41ние прижимяые ролики 4, меха низ1М кантовадия, вы1ПОЛ1не1ННЫ1Й в виде ловоРОТ1НОЙ штанги 5 с диаметрально противопололаю рааположенными 1Кр;Ом.ко:на1Пра1Вляюшими ролИКамл 6. Штаяга 5 закреплена на стойжах 7, которые установлены с возможностыо продольного п еремвш,ени,я в .направляюших 8 станины. Виутр-и штанги 5 установлена тяга 9, 1авяза1нная посрвдс11вом рычагов 10, шарнирно заюрвпленньих на штанге, и с иризодом ,// ее продольного неремешения. Каждый (ролИК 3 шарнирно связан через рычаг 12 с тятой 13, Ооединакной с .приводом 14 ее лерем-ещеняя. Каж,дый верхний приншамной ролйк 4 .овязан через рычат /5 с пр,иводо.м 16. (М(КОнап|ра1Вляк ш,ие р-олижи 6 (вьшолнаны с кануоной шайбой. Для выдачи заготовок из обО|рочного устройства в оварочную клеть слул ит затадк-иватель 17, 1вьшол нвн;ный s виде каретки 18 ic закренленным «а ней упором 19, установленной с :воз,мож:ностью пйремащения в направляюших 20. Роликовые лроводки 2 имеют привод 21 лодъема. Штанта 5 имеет привод 22 п-аворота.
Устройст1во работает следуюш)им образом.
Труоная толуцилиндрическая затото1В1ка 23
по роликам 3 рольгаяга подается в зону устройства для СборКи. Включением |При1вода 21 асуш;ест,вляется подъем 1р(0ли«овых лроводок 2, которые иоднимают заготовку над рол:ака.ми 3 рольганга до .упора IB 1К01нуоные шайбы iKipOMконаправляющих роликав 6. Затем включением привода 22 штанга 5 поворачи вается и.
упираясь гкромкона правляюш,имн ролика1ми в одну из продольных кромок заготов.ки 23, иоворачнвает его ,на 180°, проталасивая в проверках 2. После 1ка нто1вки заготовки 23 проводка 2 онкидьивается, давая возможность второй заготовке по роликам 3 рольгалга зайти в зону устройства для сборки. Далее от привода 14 поднимаются ролики 3 рольганга, а от привода 16 опускаются вархние роли,ки 4, прижнмая заготовки IK онусны,м шайбам кром;конапра|Вляюш,их роликов 6. От привода 11 тяга 9 пераМаш,ается и ролики 6, раздвигаясь в стороны, расфо1р|Мавы1вают заготовки на заданную величину. Расфор.мование загоТС1В.КИ заталКИвателем 17 задаются в сварочную клеть.
Предложенное устройство позволяет улучшить условия задачи заготовок в сварочную клеть, исключить растяжение иромок заготовок и тем самым повысить качество сварки.
Формула изобретеяия
Устройство для оборки и задачи в оварочн-ую клеть по.Л у|Цилиндрических трубных заготолок, содержащее стани.ну, ловороТ1Ные роликавые проводки и механизм Каятования, выполненный ,в виде поворотной штамги с диаметральяо расположенными кромконаправляюшими роликами, о т л и ч а ю ш е е с я тем, что, с целью повышения качества аварки путем исключения растяжения кро.мок трубных заготовок, оно снабжено тягой, установленной вяут1ри штанги с возможностью продольного перемеш.ания, и рычагами, шаряирно закрепленными яа штанге, нри это-м одно из плеч .каждого рычага соедкявно с тя.гой, а на другом укреплен крошконаправллющий ролик.
Источники информации, принятые iso внимание при амспертизе:
1.Авторакое авидетельство СССР Хо 356082, кл. В 23 К 37/04, ,1971.
2.Авторское свидетельство СССР № 166295, кл. В 21 С 37/08, 1963.
3.Авторюкое свидетельство СССР № 365186,1КЛ. В 21 С 37/06, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для сборки и сварки прямошовных труб | 1979 |
|
SU912321A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| Устройство для сварки труб большогодиАМЕТРА | 1979 |
|
SU848221A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| Передний стол стана продольной прокатки труб | 1980 |
|
SU874237A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Заталкивающее устройство трубосварочного стана | 1990 |
|
SU1733151A1 |
| Направляющая шайба рабочего калибра трубоэлектросварочного стана | 1975 |
|
SU549198A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБНЫХ ЗАГОТОВОК ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2006 |
|
RU2321484C1 |
| Установка для производства прямошовных труб большого диаметра конечной длины | 1981 |
|
SU994071A1 |
I I 8 /7 A 20
fS
