(54) ФОРМОВОЧНАЯ ВТУЛКА ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СПИРАЛЬНОШОВНЫХ ТРУБ
между (ПОЛОСОЙ и внулремней шоверхностью втулки.
Это достигается тем, что формавочная втулка снабжена штуцером для .подводя смазки IB спиральные 1ка навки, укрепленным на наружной ;по:верхности Бтул1ки ;со ст.О рО:НЫ, противоположной трарези для задачи полосы, а спиральные «ащавки щьипошнены с переменным сечением, уменьшающимся -по длине втулки в сторону .выхода из иее трубы.
Та.кое 1зы;пол1нение |фо.р.мово1чной втулки абвапечивает уменьшение удельных давлений при фюрмовке за счет снижения сил трения на ко«та1ктной повархно-сти, так как в предлагаемом устройстве формуемая полоса движется по тсакому слою омазки.
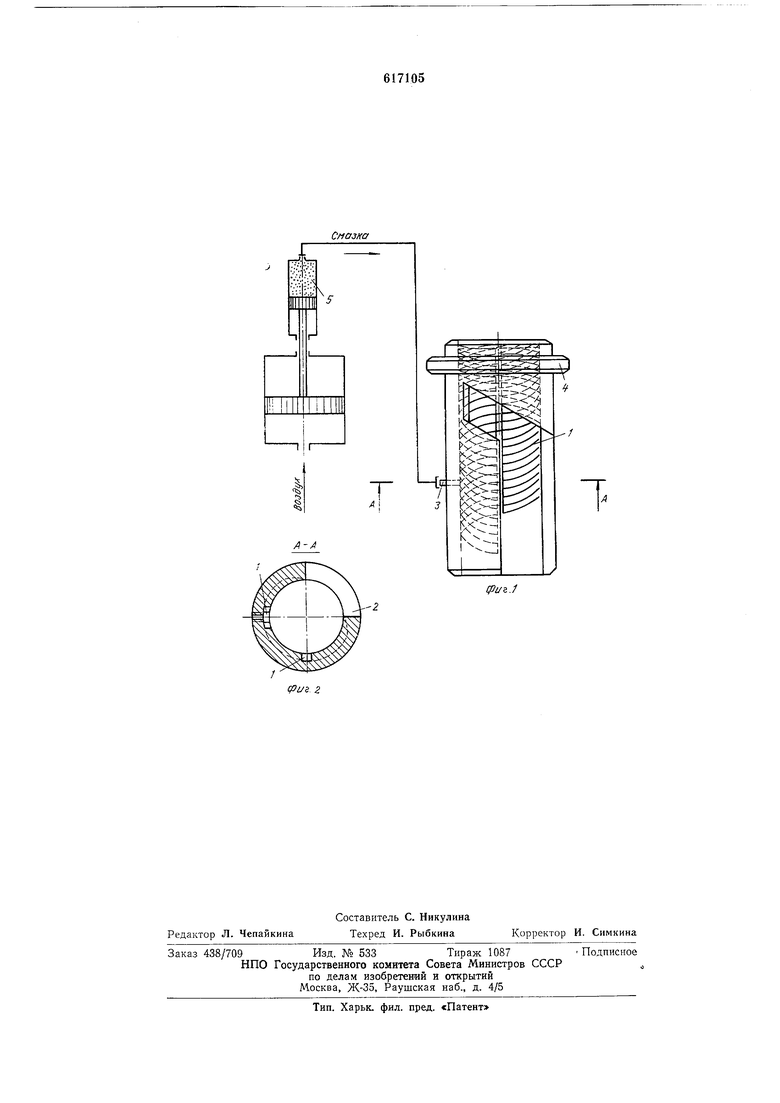
На фит. 1 изображена формо1вочна1Я втулжа, общий вид; на фит. 2 - раз.рез Л-Л на фиг. 1.
Фор|мовочная втулка щыполпеаа со спиральными KaHaiBKaiMH i/ переменного сечени1Я на ее ра-бочей внутренней поверхности И дро.резями 2 для задачи IB нее полосы. На наружной inoверхиости втулки со стороны, противоположной ирорези для задачи .полосы, укреплен штуцер 3 для подвода смазки в спиральные канавки и фланец 4 для .крепления втулки IK станине тру;бофо)р.мовочнОГО 1стана.
Полоса задается IB формующую втулку и движется .00 внутренней цилиндрической поверхности, одновременно смазыва;ясь |пастообразной Омаз,кой, на.ходящейс.я в спиральных каназках лод рвгул«руемы(м давлением. Давление в смазочной системе создается питателем 5, который поддерживает его Цостолины.м в пределах -ЮО-200 кг/см в зависимости от контактных условий формовки и обесиечивает равно,мерность расхода .смазочной пасты в течение всего процесса формовки и наличие ее тонкого СЛ01Я н.а контактной .пдверхности полосы .и втулки. Консистентностью смазки и размерами 1Пр01филя канавок достигается стабильная -малая толщина смазочного слоя, снижающего .коэффищиент трения 1п,ри движении за1готовки. При полоса движется каК бы на смазочной подушке, 1которая .постоянно .подпитывается ннтателем омазки. В результате заталкиваю.щее усилие трубы диаметром 186 м (ТУ-;14-|3-351-7|5) в формующей втуЛ|Ке из чупуна СЧ ,32-52 (ГОСТ 1412-70) при скорости задачи .полосы 0,3.3 мм/сек составляет 310 кг. При формОВке |без смазки заталкивающее усилие составляет 1100 кг. Снижение заталкивающиХ усилий и удельных давле ний при формовке дает ВОЗМОЖНОСТЬ увеличить скор.ости формовки И, тем самым, увеличить производитель;юсть стаяа. При выходе из формующей втулки уменьщенивм сечения 1К.анаво.к достигается частичное удаление смазочного слоя с поверхности трубы. Толщина смазочной пленки, уно.С1им.ай с трубы, находится в пределах 0,01 - 0,02 мм и, таким образо.м, расход сма.зки составляет 0,.2 л на 100 1ПО.Г. .метров трубы. Далее осуществляется контактна.я радиочастотная ава.рка трубы.
Формующая втулка мо.жет быть ирименена в трубопрокатной промышленности на всех станах спиральношовной сварки труб диаметфОМ
100-350 мм, выпускаемых .промы1щ.ленностью СОСР.
Фор мующая втулка данной конструкции позвол.яет уменьшить заталкив,ающие усилия и удельные давления при .формовке за счет снижения коэффициентов трения .фор.муемой лолосы с ра-бочей поверхностью формующей втулки .при наличиИ смазки на их контактных поверхностях, IB результате чего .появляется возможность увеличить у1по.л формовки, толщииу полосы, применить данную формующую втулку ДЛЯ формаВ|КИ т.ру.б с большим диаметром, значительно уменьшить износ рабочей поверхности втулки, повысить производительность стана за счет увеличения скорости форМОЗКИ.
На Ворошиловградско.м заводе вм. Якубовакого разра|ботан paiб.oчий проект чертежей и изготовлен опытный образец. Внедрение П редлагаемо1го уст1ройства намечено .планом Министерства черной мета.ллургии на IV квартал 1977 года.
Формула изобрет.ения
Формовочная втулка .для изтотовлеиия тонкостенных сни.ральношавных труб, имеющая |цр0(резь для задачи полосы я оп.иральные канавки, выполненные на внутренней поверхности 1втул|ки .под углом, равным углу захода полосы, отличающаяся тем, что, с .целью уменьше(нИ.я 1затал1КИ вающих усилий и удельных давлений при формовке путем уменьшения сил трения между полосой и внутренней, поверхностью втулки, она сна:бжена щтуцером
для подвода смаз.ки :в спиралыныекана.вки, укг репленным на наружной поверхности Втулки со стороны, противо.положной прорези для задач.и ПОЛОСЫ, а спиральные канавки.выполнены с переменным сечейием, уменьшающимся по
длине втулки в сторону выхода из .нее трубы.
Источники информации, принятые Р-О внимание при экспертизе:
1.Шевакин Ю. Ф. и др. Производство труб. М., «Металлургия, 1968, с. 350.
2.AiBTOpcKoe свидетельство СССР № 3800381, 1КЛ. В 21 С 37/Г2, 197il.
3.Авторокое .свидетельство СССР № 247899, кл. В 21 С 37/12, 1968.
5
А-А
Cpuz.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная втулка для изготовленияТОНКОСТЕННыХ СпиРАльНОшОВНыХ ТРуб | 1979 |
|
SU835558A1 |
| Устройство для формовки спирально-шовных труб | 1979 |
|
SU854491A1 |
| Устройство для формовки спиральношовных сварных труб | 1981 |
|
SU1026886A1 |
| Способ формовки спиральношовных труб | 1982 |
|
SU1103923A1 |
| Способ периодической прокатки труб | 1980 |
|
SU910242A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| Способ формовки спиральношовныхТРуб | 1978 |
|
SU795606A2 |
| Устройство для формовки спиральношовных труб | 1984 |
|
SU1139531A1 |
| Способ отгибки кромок непрерывно движущейся металлической полосы | 1976 |
|
SU673348A1 |