(54) ШТАМП-ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжкиС РАдиАльНыМ пОдпОРОМ | 1979 |
|
SU793682A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU617119A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU700238A1 |
| Штамп для глубокой вытяжки полых деталей с широким фланцем | 1973 |
|
SU436689A1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Штамп для глубокой вытяжки | 1984 |
|
SU1220828A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU737066A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ДНОМ ИЗ КВАДРАТНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2217256C2 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
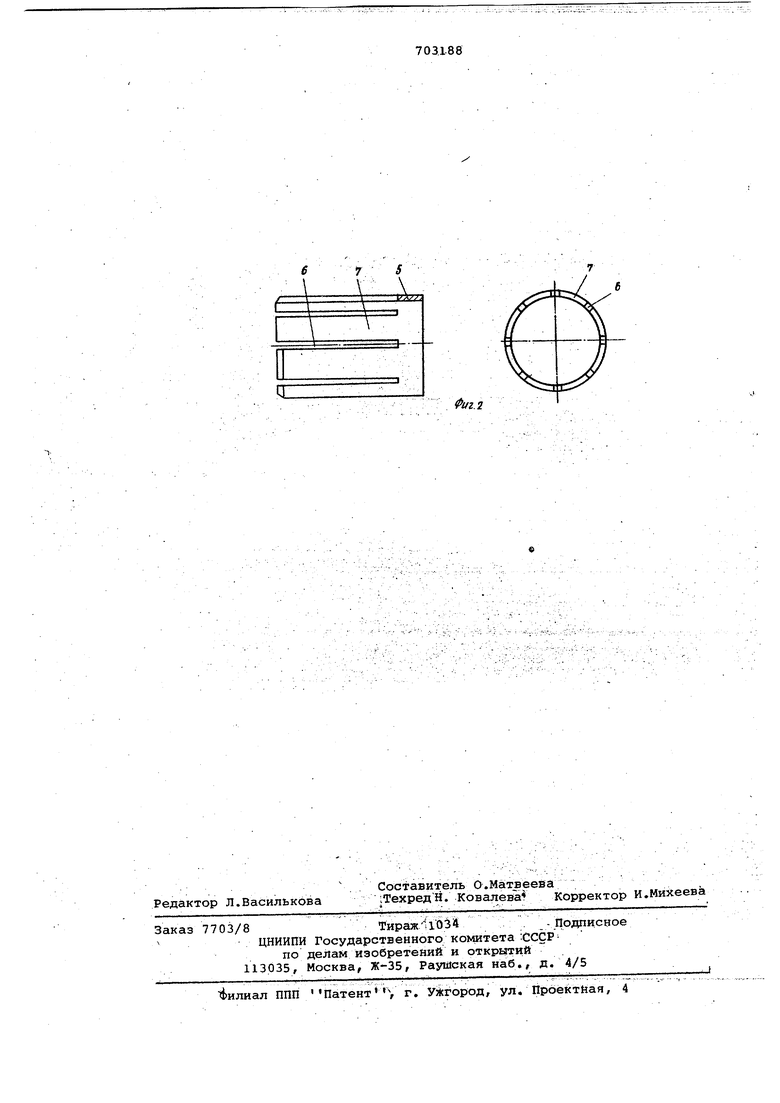
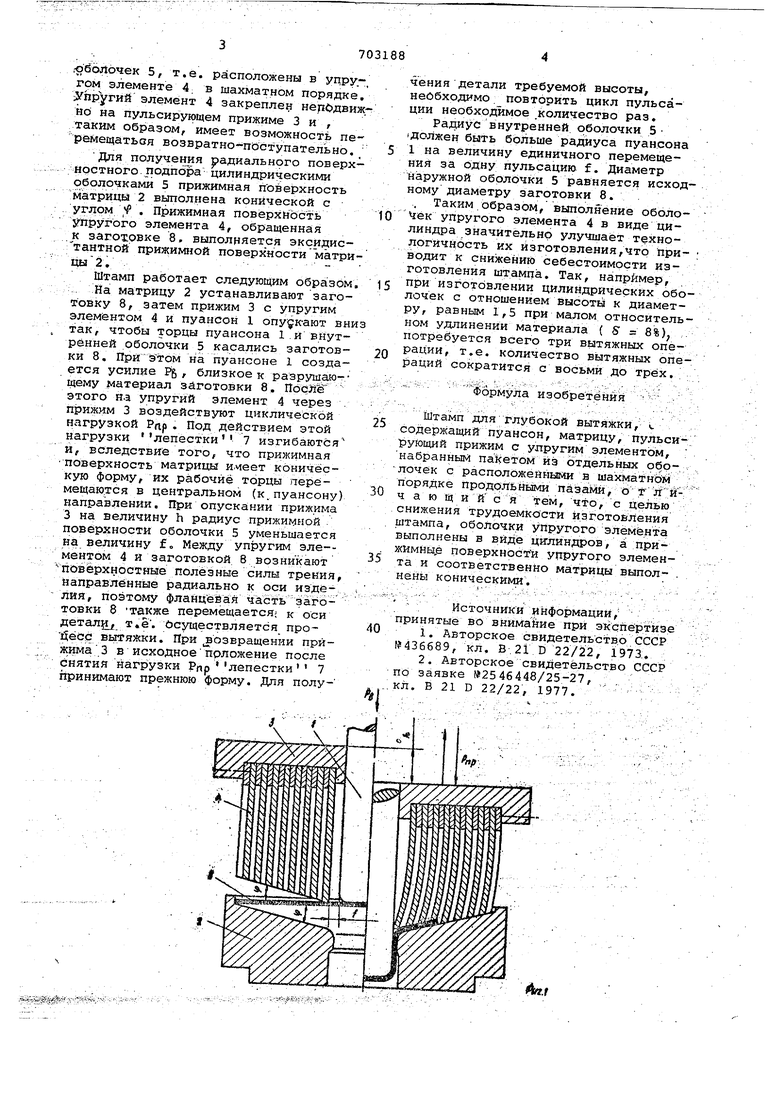
. 1 - Изобретение относится к области листовой штамповки. Известен .штамп для глубокой выу-яжки, содержащий пуансон, матрицу и прижим с упругим элементом в виде пакета металлических тонкостеннцх оболочек в форме усеченного конуса. Однако большая жесткость конических оболочек в силу их замкнутости по диаметру не позволяет получать детали с большой относительной глубиной вытяжки 1 . Этот недостаток устранен в кр нструкции штампа для глубокой вытяжки, содержащего также пуансон,матрицу, пульсирующий прижим с упругим Элементом, набранным пакетом из отдельнйх оболочек с расположеннь1ми в шахматном порядке пр6дЬл)ьн1ами пазами 2,Упругий элемент этого штампа сос тоит из тонкостенных оболочек в фор убеченного конуса. Недостатком этого штампа являетс большая трудоемкость изготовления конической оболочки, а,следовательно и всего штампа, обусловленная тем, что изготовление упругих крмиче ких оболочек этого штампа из пружин ной; стали с малой величиной относительного удлинения ( с 8%) требует большого количес тва вытяжных операций, для каждой из которых необходимо изготавливать вытяжные штампы. Целью изобретения является снижение трудоемкости изготовления штампа. Эта цель достигается тем, что в предпагг1ейЬМЩ-Гампе оболочки упругого элемента выполнены -в виде цилиндров, а прижимные поверхности упругого элемента и соответственно, матрицы выполнены коническими. На фиг.i изображен предлагаемый штамп, общий вид, разрез, (слева от оси симметрии штамп в исходном положении, справа - в проме-.. жуточный момёнт вытяжки) ; на фиг.2 оболочка: упругого элемента« Штамп сострит из пуансона I, матрицы 2, прижима 3с упругим элементом 4, Оболочки 5 изготовлены цилиндрической формы из пружинной стали марки 6Р02Д (или какого-либо другого упругого материала) методом вытяжки с последующей Ртрезкой дна. Оболочки 5 собраны в пакет таким образом, ITO пазы 6 каждой оболочки 5 перекрьИаются лепестками 7 соседних .-оболочек 5, т.е. расположены в упру грм элементе 4, в шахматном порядке Упругий элемент 4 закреплен нерОдви но на пульсирующем прижиме 3 и , таким образом, имеет возможность пе ремещаться возвратно-поступательно. Для получения радиального поверх ностного .подпбра цилиндрическими оболочками 5 прижимная поверхность матрицы 2 вьтолнена конической с углом ,. Прижимная поверхность упругого элемента 4, обращенная к загохрвке 8. выполняется эксидистантной прижимной поверхности матр цы2.; -. . . ., ,...,,..-Штамп работает следующим образом .. На матрицу 2 устанавливают заготовку 8, затем прижим 3 с упругим элементом 4 и пуансон 1 опу Кают вн так, чтобы торцы пуансона 1.Ивнутренней оболочки 5 касались заготовки 8, При этоМ на пуансоне 1 создается усилие РБ, близкое к разрушающему материал заготовки 8. ПосШ этого н.а упругий элемент 4 через прижим 3 воздействуют циклической нагрузкой Pfip . Под действием этой нагрузки лепестки 7 изгибаются и, вследствие того, что прижимная поверхность матрицы имеет коническую форму, их рабочие торцы переме1цаю.тся в центральном (к. пуансону направлении. При опускании прижима 3 на величину h радиус прижимной . поверхности оболочки 5 уменьшается на величину f. Между упругим эле-ментом 4 и заготовкой 8 возникают nosispxHocTHbie полезные силы трения направленные радиально к оси издеЛИЯ, поэтому флайцёвая часть заготовки 8 Также перемещается; к оси детал т.е . Осуществляется проДёсс вытяжки. При возвращении прижима 3 в исходноепрложение после снятия нагрузки Рпр лепестки 7 принимают прежнюю форму. Для получения детали требуемой высоты, необходимо повторить цикл пульсации необходимое .количество раз. Радиус внутренней оболочки 5 |Должен быть больше радиуса пуансона 1 на величину единичного перемещения за одну пульсацию f. Диаметр Наружной оболочки 5 равняется исходному диаметру заготовки 8. . Таким образом, выполнение оболочек упругого элемента 4 в виде цилиндра значительно улучшает т хнолргичность их йзготовления,что приводит к снижению себестоимости изготовления штампа. Так, например, при изготовлении цилиндрических оболочек с отношением высотьа к диаметру, равным 1,5 при малом относительном удлинении материала ( S 8%), . потребуется всего три вытяжных операции, т.е. количество вытяжных операций сократится с восьми до трёх. Формула изобретения Штамп для глубокой вытяжки, t содержащий пуансон, матрицу, пульсирующий прижим с упругим элементом, . набранным naiceToM из отдельных оболочек с расположенными в шахматнЪМ порядке продольными пазами, отличаю щ и И с я тем, что, с целью снижения трудоемкости изготовления штампа, оболочки упругого элемента выполнены в виде цгглиндров, а .при- . жимНы,ё поверхности упругого элемента и соответственно матрицы выпол- . нены коническими. Источники информации, / принятые во внимайие при экспертизе 1.Авторское свидетеЛьств,о СССР №436689, кл. B.21D 22/22, 1973:. 2.Авторское свидетельство СССР по заявке №2546448/25-27, кл, в 21 D 22/22, 1977.
Ч
Фиг.г
