1
Изобретение относится к области станкостроения и может быть использовано при обработке пазов в удлиненных деталях.
Известны нриспособления, включающие установленный с возможностью поворота стол, в гнездах которого размещены устройства для автоматического зажима и освобождения деталей с несущим зажимной элемент толкателем, через ролик связанным с копиром .
На известных нриспособлениях невозможно обрабатывать плоскости, параллельные оси детали, с двух сторон с одной установки.
С целью повышения точности обработки в описываемом приспособлении устройство для зажима и освобождения деталей снабжено сдвоенными базирующими призмами и ноднружиненным штоком, связанным с зажимным элементом носредством цнлиндрического шарнира, причем базирующие призмы срезаны в плоскости, параллельной плоскости, проходящей через оси обрабатываемых деталей н расположенной от этой плоскости на расстоянии, меньшем, чем расстоянне от последней до нлоскости, проходящей через образующие деталей в месте контакта их с призмами.
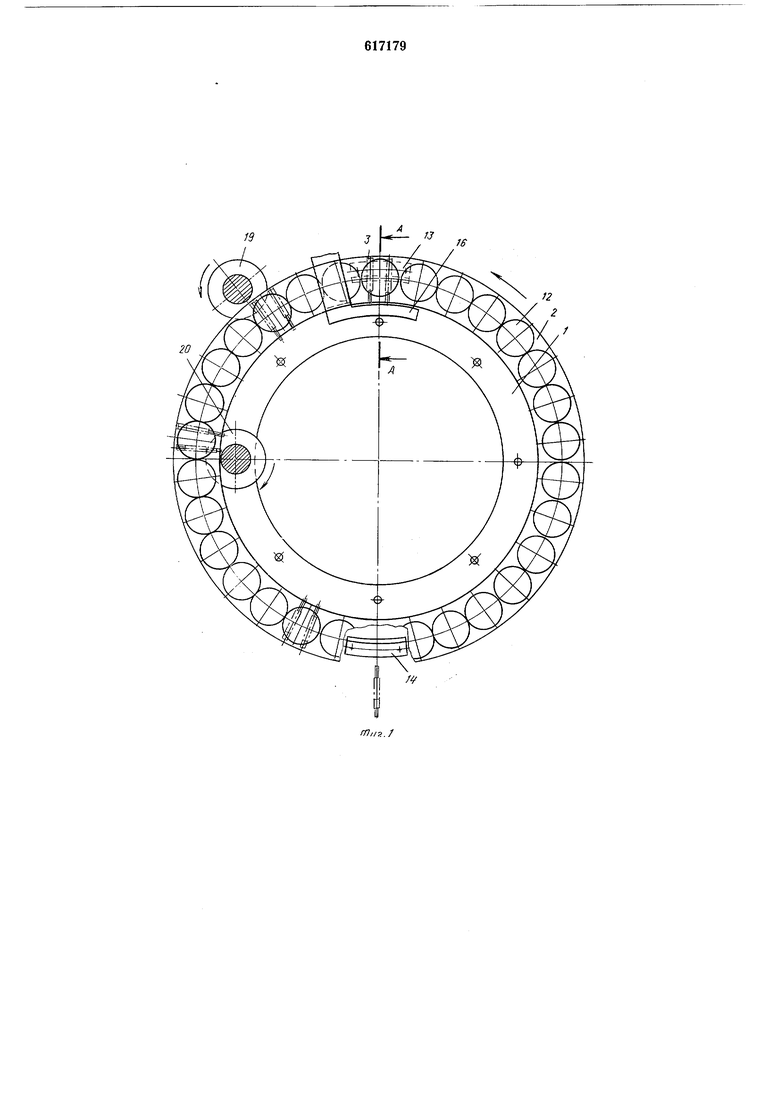
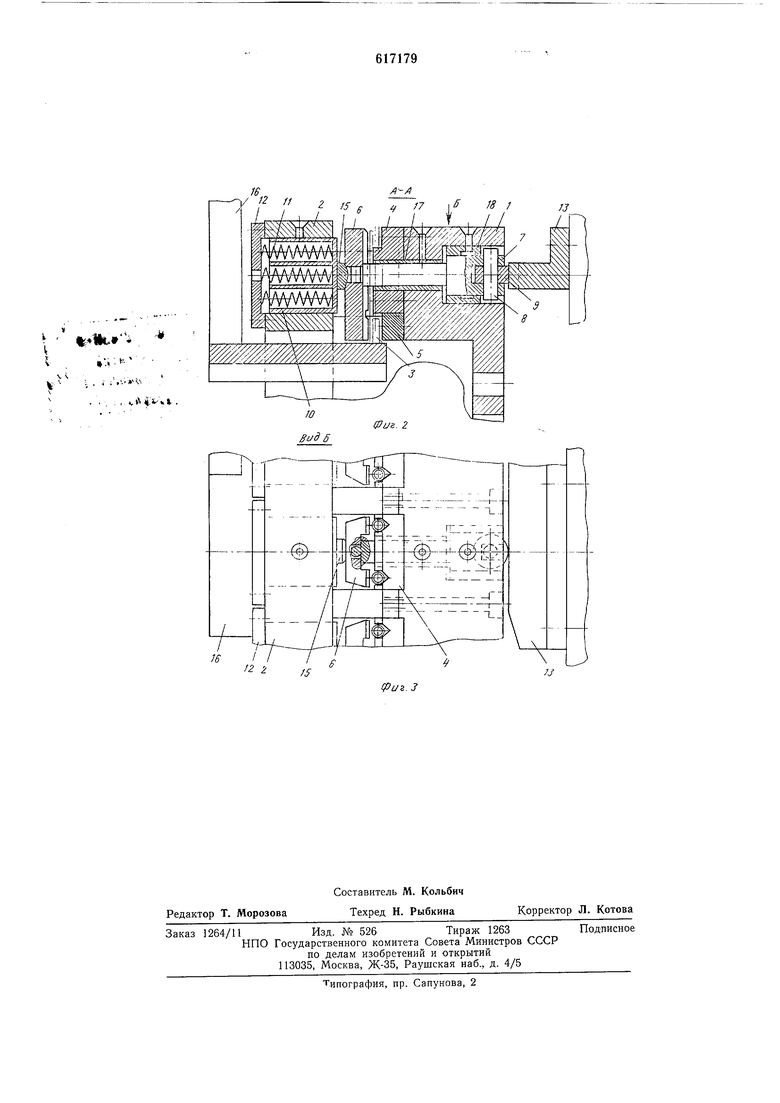
На фиг. 1 представлено устройство, общий вид; яа Лиг. 2 - разрез А-А на
фиг. 1; на фиг. 3 - вид но стрелке Б на фиг. 2.
Приснособление для ненрерывного фрезерования включает установленный с возможностью новорота стол 1 н жестко соединенный с ним фланец 2. В гнездах стола размещены устройства для автоматического зажима и освобождения обрабатываемых деталей 3, каждое из которых состоит из сдвоенных базирующих призм 4 и 5, зажимного элемента 6, посаженного на однн конец толкателя 7, снабженного расположенным на оси 8 роликом 9, и штока 10, заневоленного пружинами 11 и крышкой 12. Устройство для зажима управляется копирами 13 и 14, жестко соединенными со станиной станка. Цилиндрический шарнир 15 размещен между элементом 6 н щтоком 10. Цилиндрическая дуга 16 жестко соединена со станиной станка. Приспособление содержит втулку 17 и 18 для повышения изиосостойкости толкателя 7. Обработку ведут фрезами 19, 20.
Работает приспособление следующим образом.
Б зоне загрузки толкатель отведен кониром 13 в крайнее ноложение, при этом i-незда присиособлення раскрыты. Обрабатываемые детали 3 нопарно поступают в гнезда, образованные сдвоенными призмами 4
и 5 и элементом 6, с помощью дуги 16 устанавливаются на одинаковом расстоянии от оси враи1,ения ириснособления. Шток 10 через шарннр 15 расиределяет усилие зажима строго но своей осн и оси толкателя 7, неремещает зажимной элемент 6 до нолного зажима деталей 3. В случае возможной загрузки только одной детали зажимной элемент поворачивается на цилиндрическом шарнире, опираясь одной стороной на зажимаемую деталь, а другой на выступ нрнзмы, причем усилие зажима остается ирактнческп свободным от осевой нагрузки. По мере поворота приспособления обрабатываемые детали 3 перемеш,аются в зону обработки фрезами 19 и 20. (Количество головок с режущим инструментом зависит от числа технологических операций).
Точность обработки, например, при ирорезанни широких пазов и пазов в тонкостенных цилиндрических деталях повышается за счет поддержки конца обрабатываемой детали 3 элементом 6 и призмами 4 и 5, срезанными в плоскости, параллельной плоскости, проходящей через оси обрабатываемых деталей и расположенной от этой плоскости на расстоянии, мепьшем, чем расстояние от последней до плоскости, проходящей через образующие деталей в месте контакта их с призмами.
Благодаря такой конструкции сдвоенных призм и зажимного элемента оставшиеся после прорезания пазов тонкостенные цилиндрические сегменты не изгибаются от усилия резания в направлении подачи и остаются строго параллельными.
Пройдя обработку с двух концов, обработанные детали 3 перемещаются к зоне выгрузки, где пасположе копир 14. Толкатель 7, наскакивая роликом 9 па копир li, воздействует на зажимной элемеит 6 и, нреодолевая лсилие штока 10, отводит элемеит
6до полного раскрытия. Контактная плоскость элемента 6 с заплечиками толкателя
7во время перемещения зажимного элемента 6 остается все время перпендикулярной оси щтока, обеспечивая равномерность раскрытия гнезд.
Обработанные детали 3 под собственным весом падают в бункер (па черт, не показан). После удаления стружки но мере соскакивания толкателя 7 с роликом 9 с копира 14 шток 10 перемещает элемент 6 до соприкосновения с призмами, т. е. до полного закрытия гнезд. Далее цикл повторяется.
Формула изобретения
Приспособление для пепрерывного фрезерования, включающее установленный с возможностью поворота стол, в гнездах которого размещены устройства для автоматического зажима и освобождения деталей с несущим зажимной элемент толкателем, через ролик связанным с копиром, отличающееся тем, что, с целью повыщения точности обработки, устройство для зажима и освобождения деталей снабжено сдвоенными базирующими призмами и подпружиненным штоком, связанным с зажимным элементом посредством цилиндрического щарнира, причем базирующие призмы срезаны в плоскости, параллельной плоскости, проходящей через оси обрабатываемых деталей и расположенной от этой плоскости на расстоянии, меньшем, чем расстояние от последней до плоскости, проходящей через образующие деталей в месте контакта их с призмами.
Источники ипформации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР Aio 32885, кл. В 23С 1/04, 1929.
19
16
12
«.vik.i , ,%
ч, . .
V- . . i I ..tHN
..... V it- I.
w
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для непрерывного фрезерования деталей | 1990 |
|
SU1787709A1 |
| Устройство для установки деталей типа валов | 1988 |
|
SU1604540A1 |
| ПАТЕНТКО-ТЕХЯИЧ[;"КА11БИБЛИОТЕКА | 1971 |
|
SU302179A1 |
| Поворотно-делительный стол | 1984 |
|
SU1227422A2 |
| Устройство для зажима деталей | 1987 |
|
SU1407749A2 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ БАЗИРОВАНИЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2010 |
|
RU2452601C1 |
| Устройство для закрепления деталей | 1985 |
|
SU1263493A1 |
| Устройство к металлорежущему станку | 1976 |
|
SU603551A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |