ным устройством 33, с помощью которого плита соединяется с траверсой 31.
Установка работает следующим образом.
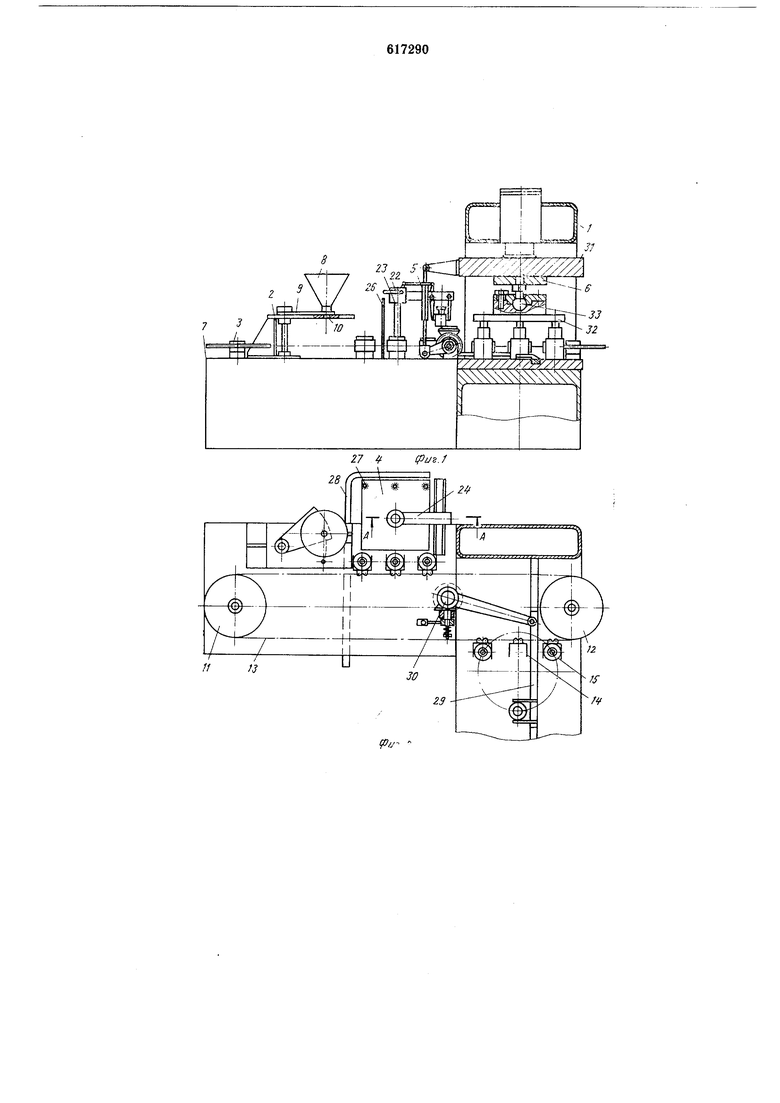
Пресс-формы 15 без верхних пуансонов 18 с помощью транспортера 3 подаются к питателю 2, где поочередно заполняются исходным продуктом, после чего в них вручную устанавливают верхний пуансон 18 с вставленным в него электродом 21. Эта операция выполняется в процессе транспортирования пресс-форм 15 к прессу 1.
Выведя на исходную позицию три прессформы 15, транспортер 3 автоматически отключается и включает пресс 1. Траверса 31, опускаясь, через зубчато-рычажный механизм 30 приводит в движение ползушку 29, которая выдвигает среднюю из трех прессформ в определенную точку, а две другие, оставаясь на месте, образуют треугольник, центр которого совпадает с осью траверсы 31 пресса 1, что обеспечивает прессование в каждой из трех лресс-форм 15 с одинаковым усилием.
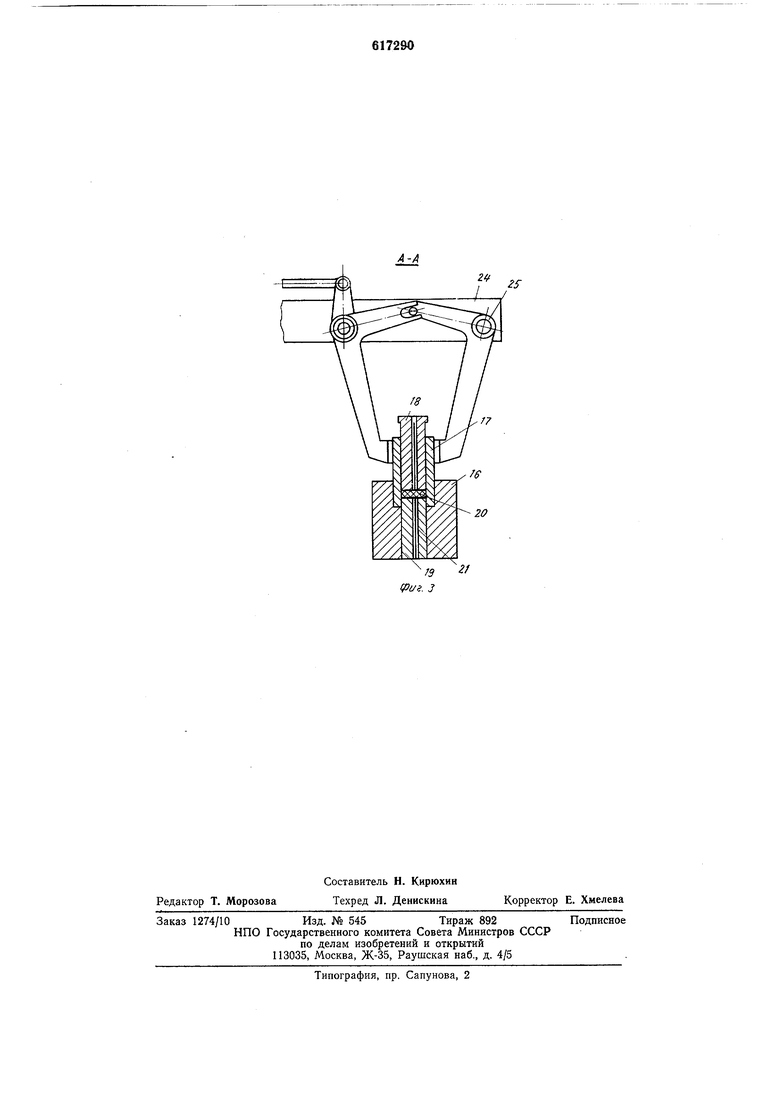
После окончания прессования траверса 31, поднимаясь, устанавливает среднюю пресс-форму 15 на место и включает транспортер 3, который перемещает пресс-формы 15 к механизму разборки и очистки пресс-формы. На этой позиции производятся следующие операции: частичная разборка пресс-форм 15, извлечение отпресованного изделия 20, очистка втулки 17 с помощью вращающейся щетки 27 с одновременным выталкиванием пуансона 18 на лоток 28.
Все эти операции выполняются автоонераторным устройством 22, которое с помощью клещевого захвата 25 забирает три втулки 17 и, поворачиваясь на 90°, устанавливает их на позицию разгрузки, после чего траверсой 24 нажимает на пуансон 18 и выдавливает из втулки 17 изделие 20. Клещевой захват 25 при опускайни взаимодействуя с упором 26 раскрывается. После разгрузки втулка 17 с пуансоном 18 перемещается устройством 22 на позицию очисткн и, опускаясь, надвигает втулки 17 на вращающиеся щетки 27, при этом пуансоны 18 выталкиваются на лоток 28, а втулки 17 очищаются от остатков порощка. Далее втулки 17 выводятся на исходную позицию и устанавливаются в основание 16. Пуансоны 18 по лотку 28 подаются на рабочее место, где вручную устанавливаются в пресс-форму 15.
Формула изобретения
Установка для прессования, включающая гидравлический пресс и приводной транспортер с гнездами для пресс-форм, отличающаяся тем, что, с целью повышения производительности, она снабжена механизмом расстановки пресс-форм,выполненным ввиде ползушки и системы зубчатых колес и рычагов, связывающей упомяиутую ползущку с подвижным звеном гидравлического иресса.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 492334, кл. В 21D 43/00 1972.
2.Патент Германии № 336265, кл. 58А 9/02, 1921.
//
2if
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пакетов керамических конденсаторов | 1981 |
|
SU1003164A1 |
| Установка для прессования лао-ча | 1978 |
|
SU942655A1 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Автоматическая линия спутникового типа | 1981 |
|
SU1007928A2 |
| Автоматическая линия для развальцовки втулок | 1990 |
|
SU1782691A1 |
| Автомат для обработки обуви | 1975 |
|
SU741850A1 |
| Установка для горячего прессования | 1983 |
|
SU1199450A1 |
| Установка для прессования,съема и загрузки изделий на конвейер | 1984 |
|
SU1238969A1 |
| Роторная линия для прессования изделий из реактопластов | 1990 |
|
SU1781064A1 |