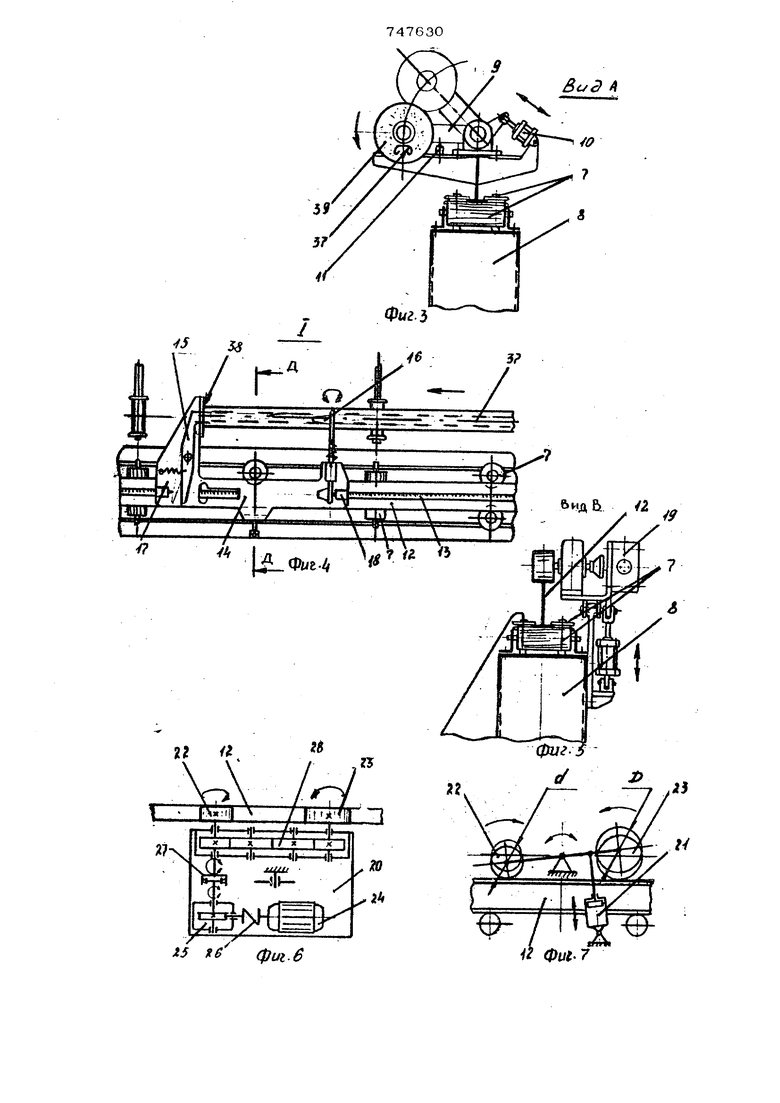
Изобретение относится к обработке ме таллов давлением, а именно к установкам для резки непрерывно движущегося профиля на мерные длины, выходящих из про фипегибочного стана. Известно устройство для резки проката, содержащее станину, каретку, пфемещаемую по н 9правляющим станины, несущую механизмы зажима и резки и жестко связанную со штангой, на которой установлен аолэун с последовательно расположенными на нём датчиком разгона и датчиком зажима и резки проката, взаимодействующими с качающимися упорами Недостатком устройства явпяеярся невысокая точность длины отреаае мой ааготовки из-за качающегося упора. Известна установка ддя изготовлшвя и резки непрерывно двиясущегчзся профиля, содержащая устройство для изготовлеявя профиля, каретку, перемвдаемую во на№равляющим станины, несущую механизмы зажима и реза и связанную со щтангой, на которой расположены упор и сяедшлая система, привод перемицения каретки Недвижной транспортёр, соединеть: с карет кой и сбрасыватель отрезанных заготовок Г2Л. Недостатком этой установки является усложнение конструкции и недостаточно высокая точность отмера длины отрезаемой заготовки из-за наличия упора, управляющего приводом перемоцения каретки и требующего тщательной настройки его в процессе эксплуатации. Цель изобретения повышение точности отрезаемых заготовок, Для достижения поставленной дели по/ вижной тргшспортёр соединен с устройством ддя изготоы1етия щхфшя, привод п емещения каретки взаимодействует со штавго а сбрасьшатель расположен паратшепьно направляющим. Подвижной транспортёр выполнен в виде роликов, расположенных в два яруса, рычада ных систем, щарнирно соеданевных с роли- ками, и осей, шарнирно связывеиощнх меж- ду собою ролики и рычажные системы. Привод перемещения каретки выпеттен в ви де корпуса, установленного на станине с возможностью поворота посредством си- лового цилиндоа, и ролкков разного метра, взаимодействующих со штангой к связанных с размещенным на корпусе при водом вращения в виде зубчатой передачи, обгонной муфггЫв редуктора я алектродви« гатепя. Сбрасыватель выполнен в виде рольганга с неприводньщи роликами, связанного с Меканизмом поворота. На фиг 1 и 2 изображены две проек- Ши установки; на фиг. 3 « вид А на фш Ij на фиг. 4 - узел 1 на фиг.-2| mi фиГо 5 - вид В на фиг. 1; на фиг, 6 и 7 . кинематическан фрикционного привода| на фиг. 8 н 9 показан в двух проекциях подвижной транспортёру на фиу, 3.0 раз« рез С-С по месту епления звеньев ро пика} на фиг 11 - разрез на фиг. 4| на фиг. 12 - сбрасыватель, общий вид Установка содержит разматыватеяь 1, Лрофилегибочный стан 2, выходную филье ;ру 3, каретку 4, подвижной транспортёр 5j соединенный с выходной фильеро; и с :кареткой, и сбрасыватель 6„ Каретка 4 перемещается воавратно- постуяательно в направляющих роликах 7 станины 8„ На каретке 4 установлен меданизм 9 рева с приводом 1О подачи, сблокированным с механизмом пpижшv.a (не показан) а чиком 11 управления. Каретка 4 связана со штангой 12, на которой размещеньз нониусная линейка 13 и упор 14, установи ленный с возможностью регулировоаяого перемещения с несущей поворотные щупы 15 и 16 с дат.чикамй 17 и 18. Привод 19 перемещения каретки взаимодействует со штангой 12 и вьшолнен в виде корпуса 20, смонтированного на станине 8 с воз можностыо поворота посредством сето вого цилиндра 21, и роликов 22 и 23 разного диаметра (d и В ) связанных с приводом вращения в виде электродвигателя 24, соеднненного с редуктором 25 эластичной муфтой, обгонной муфты 27, связывающей редуктор 25 с зубчатой пе редачей 28, с которой соединены ролики 22 и 23. Подвижной транспортёр 5 ПОПНШ1 в 1аиде роликов 29 и 30, распо ложенвых в два уса, рычажных систем 31 и 32, шарнирно соединённых с ролй- ками и осей 33 и 34, шарнирно соедйняю щих. меокду собою соответственно pojimck 29 и 30 и рычалшые системы S3 и 34, Сбрасыватель 6 расположен параллельно 4 04 направляющим роликам 7 и выполнен в виде рольганга 35 с KenpiiBO.aHbiivtii роли ками, связанного с меканиамом 36 пово рота о Установка работает атедудощим образом, С разматьшатепя 1 лента гго.таё-тся в профилёгибочный стан 2, Г}гутый арофиль 37профилегибочным станом 2 (см, фиг, 1) через подвижной транспортер 5 по- дается в зону механизма 9 реза и по рольгангу 35 сбрасывателя достигает упора , предварительчо установлегтого по нонйусной лшейке 1чЗ на заданный размер L, отрезаемого профиля Профиль 37 при подходе к плоскости 38упора 14 посредством поворотнохх щу. па 16 и датшка 18 (смр фиг. 4) включает фрикционный пр1тод 18 перемещения карет жй, который с помощью cjHioBoro привода 21 прижимает к каретке 4 фрикционный ролик 22 диаметром d, обеспечивая перемещение каретки с рабочей скоростьюV,/ несколько меньшей скорости перемещения ппофшля n(,), Оптимальная скорость перемещения каретки 4 (YK дая обеспечения плавного контакта .профиля с п:ором осуществляется за счёт изменения дклметра сА ролши 22. За счет разности скоростей /п-. V| достигается плавнЫ; подвод профиля 37 к плоскости 38 упора 14. В момент контакта с упором 14 посредством поворотного щупа 15 и датчика 17 профть включает привод 10 механизма реза 9. После контакта профиля 37 с упором 14 скорость перву1ещенщ каретки 4 при помо« щи обгонной муфты 27 привода 10 становится равной, скорости профиля 37 (), Перед отрезкой профи.пь 37 предвратитепьно фиксируется, прижимо /, сблокированным с приводом 10 подачи (прюким не пошзан), и перемедение каретки 4 в процессе ре аанияНа участке fe движения, механизма 9 реза с караткой 4 осуществляется самим профилем через приккм. Окончание peaira профиля фиксируется датчй.ком 1,1 механизма9 реза, после чего следует подъём шютру гента 39 (дисковой пш1ы) мей;ани8ма 9 реза в исходное поло« жение, а отрэзанньй проф1Й1Ь с помощью мехгшиама 36 поворота рольганга 35 уда лается в накопитель 40, После этого роль« ганг 35 додншушет-ся, К зшретке 4 с по мощью сипойого привода 21 ирюкимается (фрикционный ролик 23 диаметром.,и Kapm-Sf 4 да маршевой скорости больше рабочей VH воэБрайшется в исходное по ложение. Дальнейшие циклы резки профиля повторнются. Мягкий контакт профиля с ytiopow каретки узла отрезки при непрерьшном профилировании исключает деформацкю профил не имеющего дортаточной ж зткости для . перемещения механизма реза, позволяет с высокой точностью осуществлять отрезку профиля по донне. формула изобретения 1. Установка доя изготовления и реэки непрерывно движущегося профиля, содержащая устройство для изготовления про филя каретку, перемещаемую по направляющим станины, несущую механизмы эа жима и реза и связанную со штангОй, на которой расположены упор и следящая система, привод перемещения каретки, подвиж ной транспортёр, соединённый с кареткой и сбрасыватель отрезанных заготовок, сличающаяся тем, чтс с целью повыщения точности отрезаемьк заготовок подвижной транспортёр соединён с устрой ством для изготовления профиля, привод перемецения каретки взаимодействует со щтангой, а сбрасыватель расположён параллельно направляющим. 2о Установка по п. 1, о-т л и ч а ю щ а HI о я тем, что подвижной транспортер выполнен в вкде роликов, расположенных в два руса, рычажных , шарнирно соединённых с роликами и осей, шарнщзно связывающих между собою ролики и рыадж. ные системы, 3.Установка по п. 1, отличающаяся тем, что привод перемещения каретки выполнен в виде корпуса, установ-ленного по станине с возможвостью поворота посредством СШ10ВО1Ч) цилиндра, и роликов разного диаметра, взаимодейс вующих со штангой и связанных с раале щенным на корпусе приводом щэащенкя в виде зубчатой пфедачи, обгонной муфты, редуктора и электродвигателя. 4,Установка по п. 1, о т л и ч а ю « щ а я с я тем, что сбрасыватель выпо нен в виде рольганга с неприводными роликами, связанного с мех&1измом поворота. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке М 1798567/25-27, кп. В 23 25/04, 1972. 2,Авторское свидетельство СССР № 217902, кп. В 23 45/20, 1966 (прототип).
.Kj
по
4 .4 / U П 1 Frl у lltUni |Н , т ./у . Гтт f f 1 t-HSrii «ib -ifr--6Ш
i5 a б фиг.6 T. lVb 5
2 Фиг. 7 Э 4 ид Ь

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1991 |
|
SU1785487A3 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Отрезной автомат | 1977 |
|
SU740414A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ПРОФИЛЕЙ | 1991 |
|
RU2021083C1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Станок для резки непрерывно движущейся ленты на мерные изделия | 1984 |
|
SU1240601A1 |
| Установка для резки проката | 1980 |
|
SU946824A1 |
| Отрезной автомат | 1975 |
|
SU555998A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |


f{ fJoSe f mO 5
С-С
j.
фи&,о
Фш. W
