При глубоком сверлении существенное значение имеет сокращение холостых ходов. Это достигается ускоренным вводом сверла после заглубления его на заданную величину. В известных станках для глубокого сверления, снабженных щтангой, неремещаемон путем захвата имеющегося на ней упора кареткой и воздействующей на концевые выключатели, ускоренный вывод сверла переключается на замедленную рабочую подачу задолго до начала следующего заглубления сверла в толщу металла.
Для устранения указанного недостатка в предлагаемом станке сверло, после очередного вывода, подается ускоренным ходом до места окончания резания при предыдущем ходе и только тогда оно переключается на замедленную рабочую подачу. Для осуществления этого в предлагаемом станке применен упор, выполненный в виде ползуна, снабженного рычажным зажимом, который под действи ем каретки станка, при ее движении на подачу, сцепляется со щтангой, управляющей через упоры концевыми вы.ключателями, и фрикционной муфтой, удерживающей этот ползун на вспомогательной направляющей щтанге при холостом ходе каретки. При этом ползун удерживается фрикционной муфтой до полного отхода кареткн и после этого увлекается вспомогательной щтангой, которая перемещается кареткой в конце хода и тянет за собой переключающую щтангу, воздействующую на концевой выключатель ускоренного хода каретки вперед.
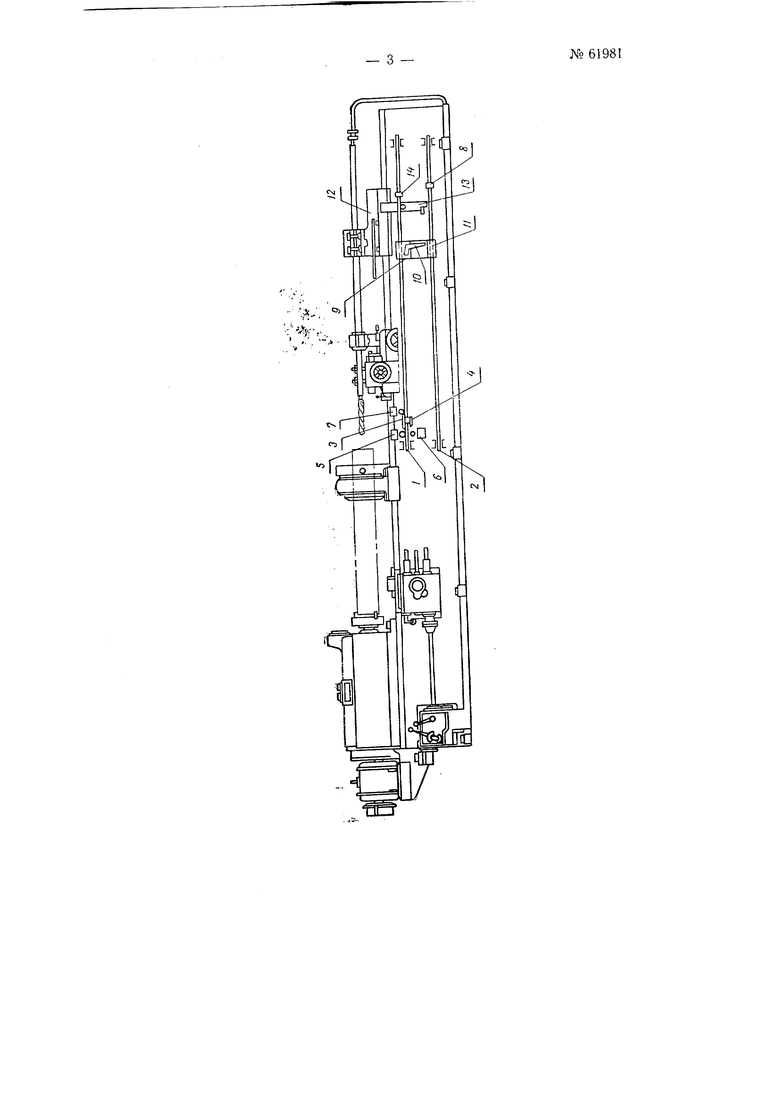
На чертеже схематически изображен предлагаемый станок.
На задней стороне станка смонтированы две щтангн / н 2. Первая щтанга снабжена упорами 5 н 4 для взаимодействия с концевыми переключателями 5, б и 7 станка, а вторая щтанга имеет упор 8. На щтангах подвещен ползун 9, снабженный рычажным зажимом 10 для сцепления со щтангой фрикционной муфтой 11. Для воздействия на зажим 10 каретка 12 имеет водило 13.
При ускоренном движении кареткн 12 водило 13, жестко закрепленное на ней. воздействует на рычажный зажим 10, который, повернувщись, закусывает щтангу 1 н перемещает ее до срабатывания от упора 3, воздействующего на концевой переключатель 5, подающий
№ G198I- 2 -
импульс на перевод каретки на рабочую подачу. После заглубления сверла на заданную величину от упора 4 срабатывает концевой переключатель 6, который подает импульс на ускоренный вывод сверла из детали. С выходом сверла водило 13 через упор 14 перемещает штангу / вправо до срабатывания от упора 3 концевого переключателя 7, реверсирующего каретку на подвод сверла, т. е. здесь начинается новый цикл сверления. Кроме того, водило 13 через упор 8 перемещает штангу 2 на величину ее свободного хода - 2-3 мм, которая при этом передвигает при помощи фрикционной муфты // ползун 9 (оставшийся при перемещении штанги / в точке окончания сверления).
Таким образом, перевод каретки на рабочую подачу при каждом новом цикле происходит при подходе сверла к точке сверления на величину свободного хода штанги.
Ползун 9, перемещаясь влево, при помощи муфты // передвигает штангу 2 на величину ее свободного хода и при дальнейшем движении механизм скользит по штанге. Упор 3 закреплен па штанге л :естко, а упоры 4, 8, 14 регулируют в зависимости от размеров сверления.
Предмет изобретения
Станок для глубокого сверления с автоматическим управлением подводом и отводом сверла посредством штанги, воздействующей на концевые выключатели и перемещаемой путем захвата упоров па ней кареткой, отличающийся тем, что действующий при ходе каретки к изделию упор выполнен в виде ползуна, снабженного рычажным зажимом для сцепления со штангой и фрикционной муфтой, охватываюшей направляющую щтангу, с целью удержания ползуна при обратном ходе каретки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к станкам глубокого сверления для автомагического управления работой сверла | 1958 |
|
SU117279A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПРОЦЕССОМ ГЛУБОКОГОСВЕРЛЕНИЯ | 1967 |
|
SU200390A1 |
| Устройство для автоматического сверления в шпалах отверстий под наживляемые костыли | 1955 |
|
SU102906A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
| Станок-автомат для расточки осевых отверстий в ступицах деревянных колес обозных изделий | 1958 |
|
SU117280A1 |
| Силовая головка к агрегатным станкам | 1958 |
|
SU119051A1 |
| Рельсосверлильный станок | 1989 |
|
SU1712517A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ СТАНОК | 1971 |
|
SU302927A1 |