Изобретение относится к контактной сварке, в частности к способу контактной рельефной сварки звена цепи из закаливающейся стали с кронштейном.
Целью изобретения является повышение качества сварного соединения при контактной рельефной сварке звена цепи из закаливающейся стали с кронштейном вследствие повышения прочности.
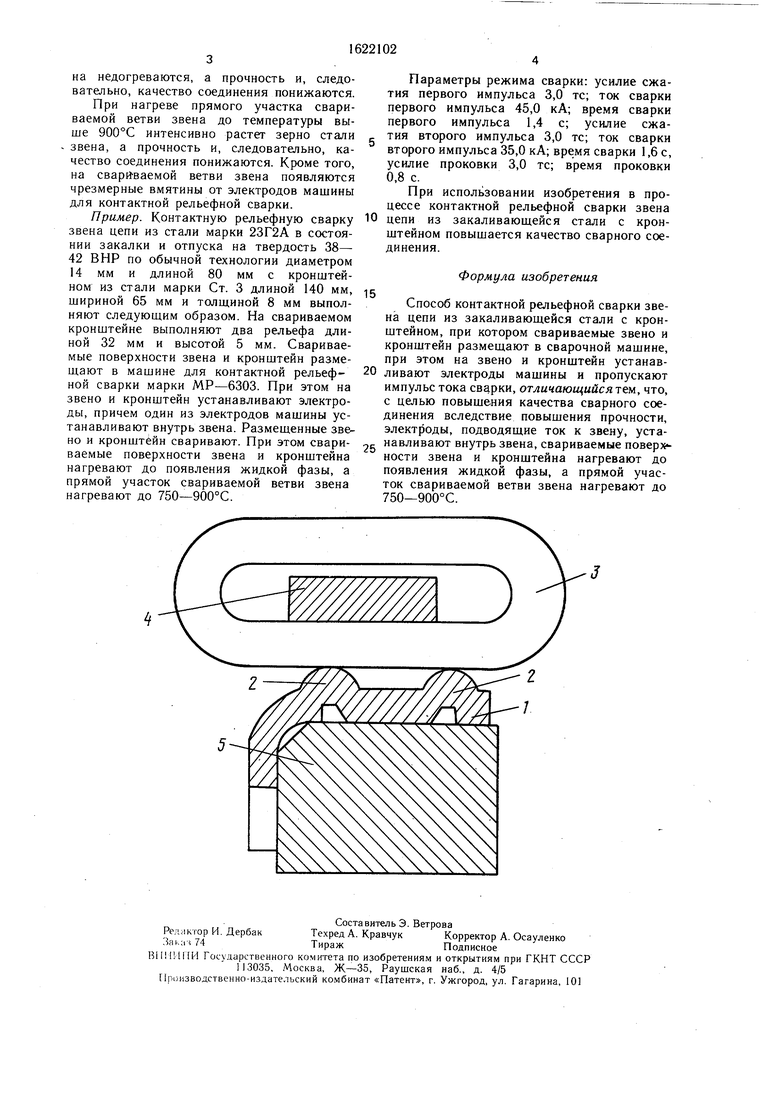
На чертеже показаны свариваемые звено цепи из закаливающейся стали и кронштейн перед контактной рельефной сваркой.
Способ осуществляют следующим образом.
На свариваемом кронштейне 1 выполняют рельефы 2. Свариваемые поверхности звена цепи 3 из закаливающейся стали и кронштейна 1 подготавливают. Подготовленные свариваемые звено 3 и кронштейн 1
размещают в машине для контактной рельефной сварки. При этом на звено 3 и кронштейн 1 устанавливают электроды 4 и 5, причем электроды 4, устанавливают внутрь звена 3. Размещенные звено 3 и кронштейн 1 сваривают. При этом свариваемые поверхности звена 3 и кронштейна 1 нагревают до появления жидкой фазы, а прямой участок свариваемой ветви звена 3 - до 750-900°С.
При использовании предлагаемого способа в процессе контактной рельефной сварки звена цепи из закаливающейся стали с кронштейном обеспечивается оптимальная структура сварного соединения. Тем самым повышается прочность и, следовательно, качество сварного соединения
При нагреве прямого участка свариваемой ветви звена до температуры ниже 750°С свариваемые поверхности звена и кронштейок
ю
на недогреваются, а прочность и, следовательно, качество соединения понижаются. При нагреве прямого участка свариваемой ветви звена до температуры выше 900°С интенсивно растет зерно стали звена, а прочность и, следовательно, качество соединения понижаются. Кроме того, на свариваемой ветви звена появляются чрезмерные вмятины от электродов машины для контактной рельефной сварки.
динения.
Формула изобретения
Параметры режима сварки: усилие сжатия первого импульса 3,0 тс; ток сварки первого импульса 45,0 кА; время сварки первого импульса 1,4 с; усилие сжа- тия второго импульса 3,0 тс; ток сварки второго импульса 35,0 кА; время сварки 1,6 с, усилие проковки 3,0 тс; время проковки 0,8 с.
При использовании изобретения в процессе контактной рельефной сварки звена
Пример. Контактную рельефную сварку Ю цепи из закаливающейся стали с крон- звена цепи из стали марки 23Г2А в состоя- штейном повышается качество сварного сое- нии закалки и отпуска на твердость 38- 42 ВНР по обычной технологии диаметром 14 мм и длиной 80 мм с кронштейном из стали марки Ст. 3 длиной 140 мм, 15 шириной 65 мм и толщиной 8 мм выполняют следующим образом. На свариваемом кронштейне выполняют два рельефа длиной 32 мм и высотой 5 мм. Свариваемые поверхности звена и кронштейн размещают в машине для контактной рельеф- 20 ливают электроды машины и пропускают ной сварки марки МР-6303. При этом на импульс тока сварки, отличающийся тем, что, звено и кронштейн устанавливают электро- с целью повышения качества сварного сое- ды, причем один из электродов машины ус- динения вследствие повышения прочности, танавливают внутрь звена. Размещенные зве- электроды, подводящие ток к звену, уста- но и кронштейн сваривают. При этом свари- 2к навливают внутрь звена, свариваемые поверх- ваемые поверхности звена и кронштейна ности звена и кронштейна нагревают до нагревают до появления жидкой фазы, а появления жидкой фазы, а прямой учас- прямой участок свариваемой ветви звена ток свариваемой ветви звена нагревают до нагревают до 750-900°С.750-900°С.
Способ контактной рельефной сварки звена цепи из закаливающейся стали с кронштейном, при котором свариваемые звено и кронштейн размещают в сварочной машине, при этом на звено и кронштейн устанавдинения.
цепи из штейном ливают э импульс т с целью п динения электроды навливаю ности зве появления ток свари 750-900°
Формула изобретения
акаливающейся стали вышается качество сва ектроды машины и п ка сварки, отличающийс вышения качества сва ледствие повышения подводящие ток к зв внутрь звена, свариваем а и кронштейна нагр жидкой фазы, а пря аемой ветви звена наг .
цепи из закаливающейся стали с крон- штейном повышается качество сварного сое- ливают электроды машины и пропускают импульс тока сварки, отличающийся тем, что, с целью повышения качества сварного сое- динения вследствие повышения прочности, электроды, подводящие ток к звену, уста- навливают внутрь звена, свариваемые поверх- ности звена и кронштейна нагревают до появления жидкой фазы, а прямой учас- ток свариваемой ветви звена нагревают до 750-900°С.
Способ контактной рельефной сварки звена цепи из закаливающейся стали с кронштейном, при котором свариваемые звено и кронштейн размещают в сварочной машине, при этом на звено и кронштейн устанав
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной рельефной сварки | 1988 |
|
SU1622101A1 |
| Способ изготовления биметаллического инструмента | 1988 |
|
SU1590279A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1620246A2 |
| Способ контактной рельефной сварки деталей неравных размеров | 1988 |
|
SU1623847A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1988 |
|
SU1590278A1 |
| Способ контактной сварки закаливающихся сталей | 1987 |
|
SU1459863A1 |
| Способ контактной сварки | 1983 |
|
SU1135580A1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1611641A1 |
| Способ контактной стыковой сварки сопротивлением | 1985 |
|
SU1291326A1 |
| Способполучения сварного соединения | 1976 |
|
SU602329A1 |
Изобретение относится к способу контактной рельефной сварки звена цепи из закаливающейся стали с кронштейном. Целью изобретения является повышение качества сварного соединения вследствие повышения прочности. Подготовленные свариваемые звено и кронштейн размещают в машине для контактной рельефной сварки. При этом на звено и кронштейн устанавливают электроды, причем один из электродов машины устанавливают внутрь звена. Размещенные звено и кронштейн сваривают. Температуру нагрева свариваемых поверхностей звена и кронштейна, а также прямого участка свариваемой ветел зве на регламентируют При этом обеспс чивается оптимальная структура соединения. Тем самым повышается прочность и следовательно, качество сварного соединения 1 -ил. чО
| Автомат для сборки и сварки кронштейна со звеном цепи | 1977 |
|
SU649524A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
