1
Изобретение относится к области порошковой металлургии, в частности к устройствам для прокатки металлических порошков.
Известно устройство для н-рокатки металлических порошков, включаюш,ее прокатные валки, бункер и металлическую ленту, расположенную между валками .
Однако такое устройство не позволяет изготовлять биметаллические пластины заданного размера.
Наиболее близким к предложенному по технической суш.ности и достигаемому эффекту является устройство для прокатки металлических порошков, включаюшее прокатные валки, бункер и плиту, установленную между валками .
К недостаткам известного устройства относится отсутствие возможности изготовления биметаллических пластин заданной формы, поскольку в данном случае форма и размеры пластины определяются формой и размерами плиты. Такое устройство не обладает высокой производительностью в связи с ограниченностью размеров плиты.
Иредложенное устройство отличается от известного тем, что с целью изготовления биметаллических пластин заданных размеров и формы, состояш;их ич порошкового
слоя и компактной нодложки, плита выполнена с пазами для размеш,ення подложек.
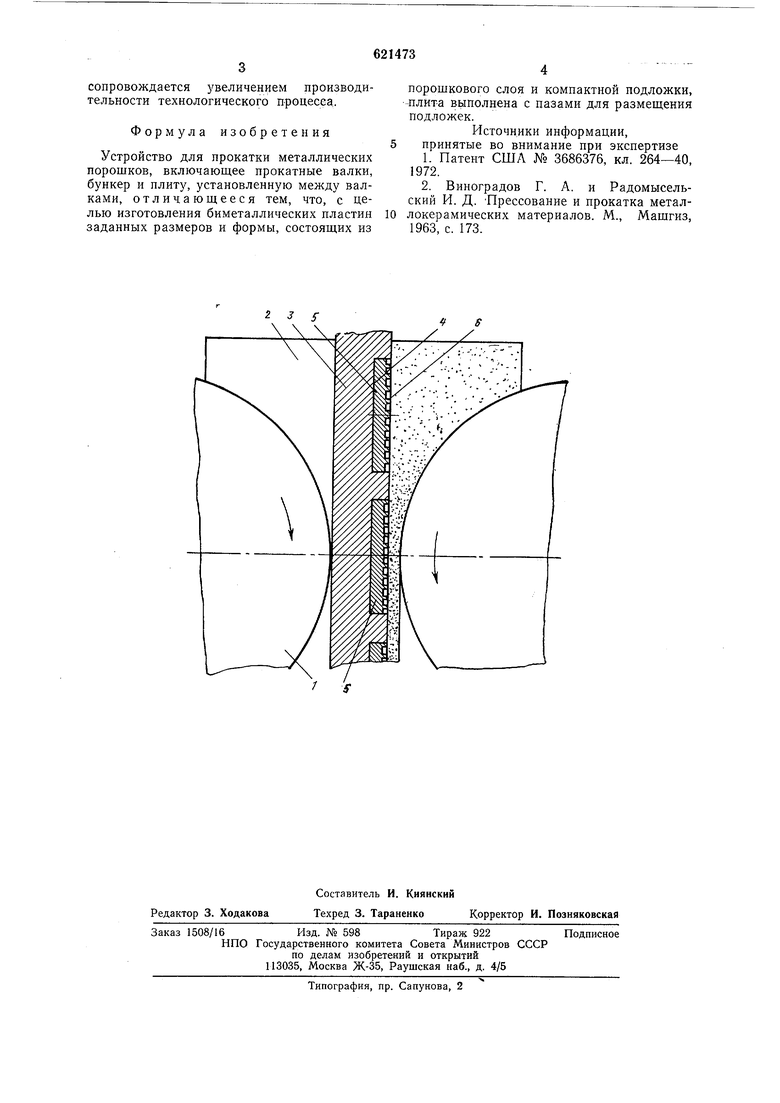
На чертеже показана схема предложенного устройства.
Устройство состоит из прокатных валков 1, на которых установлен бункер 2 с порошком, плиты 3, выполненной с пазами 4 и снабженной подложками 5, установленными в пазах 4. Подложки 5 выполнены с насечками 6 на рабочих поверхностях.
Устройство работает следуюш,им образом.
Плнту 3 с подложками 5 устанавливают внутри бункера 2 между валками 1. В бункер загружают порошок. При врашении валков происходит одновременное перемешепие плиты и нрокатка порошка на поверхности плиты. Наличие насечек на поверхности подложек способствует напрессовке порошка па подложку с образованием биметаллической пластины, форма и размеры которой соответствуют форме и размерам подложки, т. е. соответствуют заданным. После извлечения из плиты нодложки с напрессованным слоем порошка (биметаллические пластины) подвергают спеканию.
Применение предложенного устройства обеспечивает изготовление биметаллических пластин заданных размеров и формы и
сопровождается увеличением производительности технологического процесса.
Формула изобретения
Устройство для прокатки металлических порошков, включающее прокатные валки, бункер и плиту, установленную между валками, отличающееся тем, что, с целью изготовления биметаллических пластин заданных размеров и формы, состоящих из
порошкового слоя и компактной подложки, плита выполнена с пазами для размещения подложек.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3686376, кл. 264-40, 1972.
2.Виноградов Г. А. и Радомысельский И. Д. Прессование и прокатка металлокерамических материалов. М., Мащгиз, 1963, с. 173.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для производства биметалла | 1981 |
|
SU980962A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| Способ получения биметаллической ленты | 1983 |
|
SU1156852A1 |
| Технологическая линия для производства биметалла | 1987 |
|
SU1424972A2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288075C1 |
| Устройство для прокатки порошковых материалов | 1981 |
|
SU996100A1 |
| Устройство для получения многослойного проката | 1989 |
|
SU1650360A1 |
| Технологическая линия для производства биметаллической проволоки | 1977 |
|
SU738770A1 |
| Способ изготовления биметаллических заготовок | 1975 |
|
SU644604A1 |
