(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КРУПНОГАБАРИТНЫХ ПОЛУФОРМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Модельная оснастка | 1986 |
|
SU1416258A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГОТОВКИ ПРОБКИ ШАРОВОГО КРАНА | 2008 |
|
RU2393047C2 |
| Литейная форма | 1979 |
|
SU808194A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ формовки в почве | 1980 |
|
SU977100A1 |
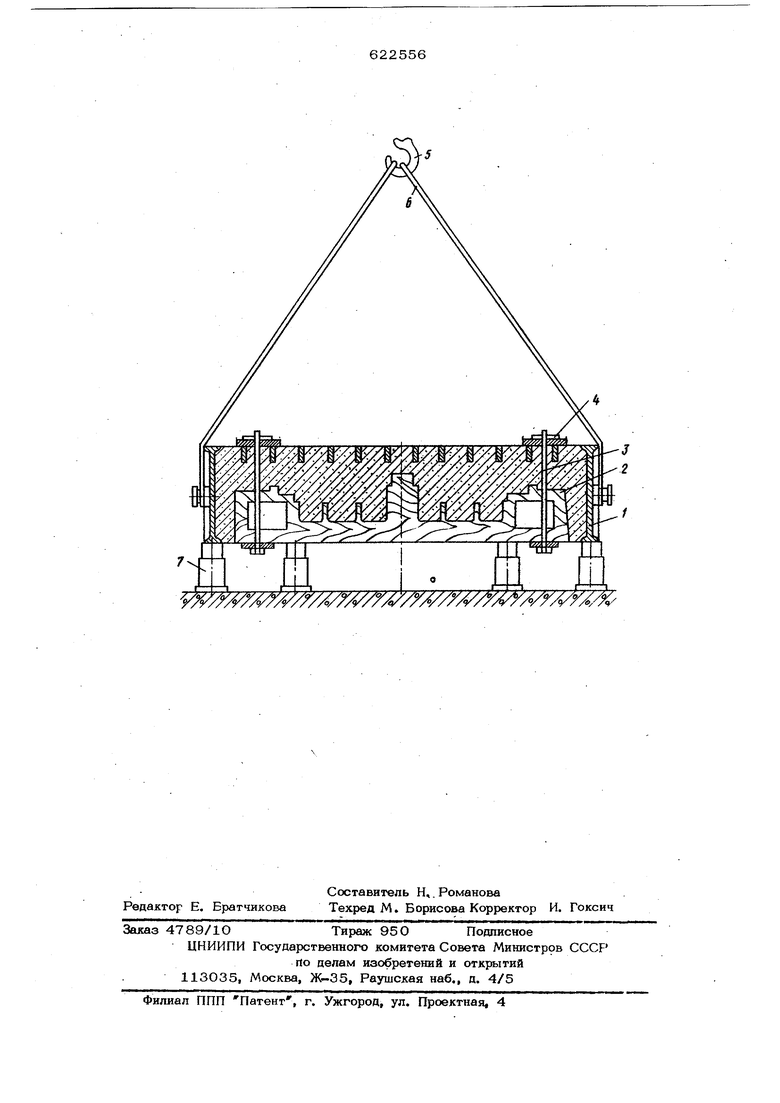
Изобретение относится к литейному производству, в-частности к способам изготовления полуформ. Известен способ изготовления литейных крупногабаритных полуформ, включаю ший разьединение модели и полуформы, т.е. удаление модели из полуформы при помощи подъемного крана, при котором полуформу вместе с. наход пдейся в ней моделью устанавливают в горизонтальное положение плоскостью разъема вверх, соединяют модель с крюком крана чалочными средствами, создают одинаковое натяжение последних и извлекают краном модель из формы Cl. Недостатки этого способа заключаются в следующем. Происходит поломка стенок полуформы. Особенно . часто этот недостаток проявляется при изготовлении форм из холоднотвердеющих смесей, которые теряют пластические свойства при затвер) девании. Такие поломки форм из холоднотвердекжшх смесей не поддаются исправлению. Кроме того, во время осуществления способа трудно выполнить условие, при котором вертикальная ось поцьвма крюка крана проходила бы через центр гя жести модели, оаределение которого связано с трудностями, особенно для модели, имекшей сложную геометрическую форму и изготовляемой пустотелой с различной толщиной стенок. Поэтому во время перемещения крюка крана создается пара сил, стремящихся повернуть вокруг горизонтальной оси одинркрай модели относительно другого, противоположного ему. В результате 8ТОГО наблюдается не одновременный по всему контуру модели, а односторошшй отрыв модели от стенок полуформы, при котором отклонение плоскости разъема модели от горизонтального, даже на 1,О-1,5 f соответствукших допустимому максимальному формовочному уклону, не позволяет извлечь цельную модель без поломок стенок полуформы. Во избежание поломок крупных песчаных форм модели делают либо разъемными по высоте, либо с увеличенными уклонами. Однако при этом усложняется технология изготовления литейной формы, увеличивается трудо3.62 емкость производства модельной оснастки и отливки в целом, нарушается точност размеров отливки и увеличивается расход металла на отливку за счет повышения формовочных уклонов. Целью изобретения является предотвращение поломки полуформы при извлечении из нее модели. Для достижения поставленной дели пре лагается способ, включающий разьединение литейной попуформы и модели с помощью подъемного крана, по которому по луформу с прикрепленной к опоке моделью устанавливают подъемным краном на неподвижные опоры, удерживакяцие опоку и заформованную модель при горизонтальном положении плоскости разъема, затем, сохраняя неизменным положение крана, создают одинаковое натяжение гибких тяговых элементов,соединяющих опоку с крюком крана, освобождают крепление модели к опоке и тем же краном снимают полуформу с модели. Изобретение поясняется чертежом. Литейная полуформа состоит из опоки 1 и заформованной в ней модели 2, прккг репленной к ребрам Ггопокн болтами 3 и клиньями 4. Опоку 1 соединяют с крюком 5 подъемногч) крана (на чертеже не показан) при помощи гибких тяговых элементов 6. Подъемным краном устанавливают полуформу на неподвижные опоры 7 таким образом, что&,1 опока 1 и модель 2 удерживались опорами 7, а плоскость разъема полуформы, выверенная по уровню, находилась в горизонтальной плоскости. Опорами 7 могут быть гидрав лические или винто№1е домкраты, положение верхних опорных поверхностей кото рых легко регулировать по высоте при Проверке правильности горизонтального р юположения плоскости разъема полуформы или другие приспособления, например стойки в сочетании с клиньями. После создания одинакового натяжения тяговых элементов освобождают крепление модели к опоке и снимают полуформу с модели, остающейся на неподвижных опорах под действием собственной силы тяжести. Преимущество предложенного способа заключается в его простоте, в отсутствии необходимости изготовления составных моделей, извлекаемых из формы по частям, или изготовления отливок в стержневых формах, усложняющего технологию, в получении большей точности отливок, достигаемой применением цельных, в том числе деревянных и металлических, моделей для получения форм, в получении литейных форм без поломок. Формула изобретения Способ изготовления литейных крупногабаритных полуформ, включающий установку опоки на модель:иую оснастку, заполнение модельно-опочной оснастки форьI мовочной смесью с последующим ее уплотнением и подвешивание полуформы с модельной оснасткой на гибких тяговых i элементах, отличающийся тем, что, с целью предотвращения поломки полуформы при извлечении из нее модели, плсюкость разъема подвешенной полуфо1 мы с моделью фиксируют в горизонтальной плоскости при помощи неподвижнь1х опор, а еатем полуформу снимают с модели. Источники информации, принятые во внимание при экспертизе: 1. Василевский П. Ф. Стальные отли&. ки, Мащгиз., 195О, с. 277-288.
ШI
,//i/ / /7/ / ///r/ /X
,
