Изобретение относится к литейному производству, в частности к литью под давлением оно может быть использовано, преимущественно, в машинах с холодной камерой прессования и горизонтальным направлением давления.
Известен механизм прессования машины ДЛЯ ЛИТЬЯ под давлением, содержащий литниковую втулку, пресс - поршень введенный э литниковую втулку, мультипликатор, связанный с пресс-поршнем и рычаг путевого включения мультипликатора. Указанный рычаг закреплен на штоке пресс - поршня и включает мультипликатор на заранее установленной длине хода пресс-поршня Ilj.
Недостатком укаданного механизма является то, что он не позволяет получать ОТЛИВКИ со стабильными свойствами псхзкольку не обеспечивает своевременного включения мультипликатора. Деист-, вительно, длина хода пресс-поршня зависит от величины пресс-остатка, которая сушественно меняется в зависимости от дозы расплава, заливаемого в литниковую втулку. Колебания дозы расплава .трудно устранимы даже при применении доаируюших устройств повьйиенной точносги. При величине дозы ниже оптимальной
мультипликатор может включиться раньше, чем расплав заполнит форму, а при превышении дозы подпресссжка можбг вооёще не произойти. В результате режим прессования расплава нарушается. Это
вынуждает в большинсгве случаев рычагДЛЯ включения мультипликатора настраивать на некоторое опережение по отношению к расчетному моменту начала подпрессовки, что хотя и .гар антирует надежное включение мультипликатора, но не обеспечивает своевременности включения. Между тем необходимо производить подпрессовку всегда через строго определенное время, прошедшее от момента начала заполнения пресс-формы расплавом. Только в этом случае может быть достигнута стабильность свойств отливок.
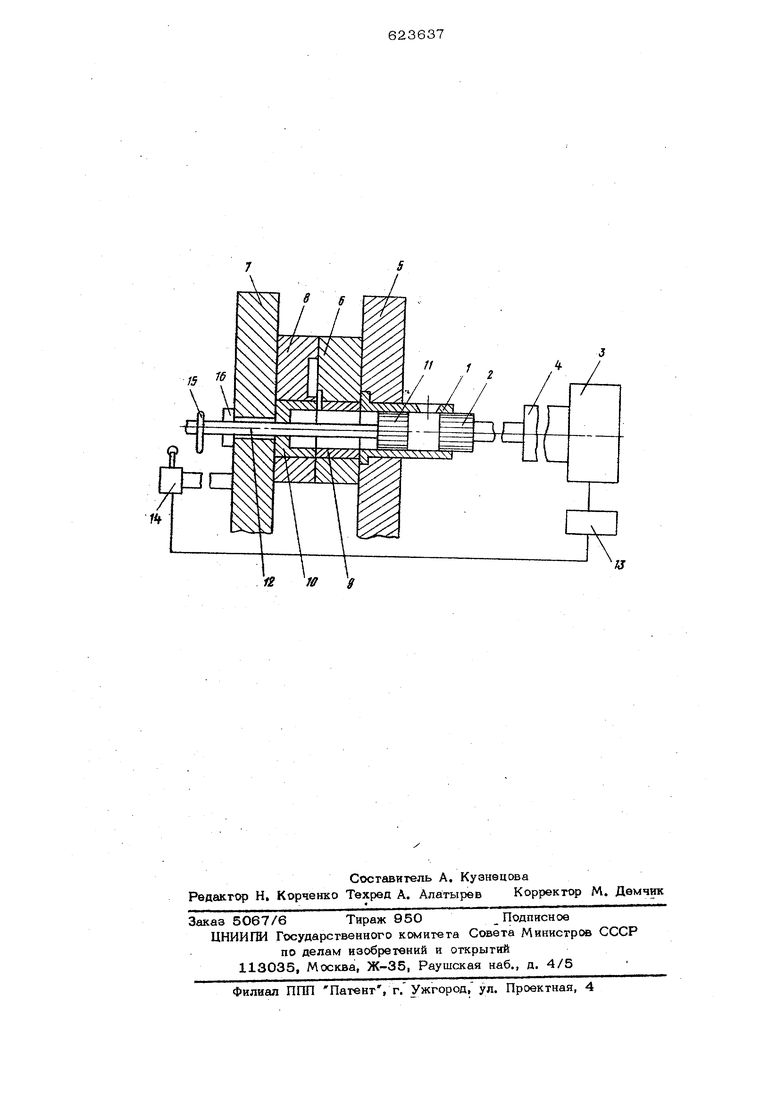
Целью изобретения {Шляется повышещю стабильности свойств отливсж путем 36 обеспечения своевременного включения мультипликатора. Цель достигается тем, чго механизм прессования, машины для литья под давлением снабжен дополнительным поршнем установленным в литниковой втулке встречно пресс-поршню, при этом рычаг закреплен на штоке дополнитешэного пор ня, Такая конструкция позволяет совмещать момент начала заполнения прессформы с моментом о-тсчета времени i-ю включение мультипликатора, чго дает воаможносгь начинать подпрессовку Eicer да в одно и го же время вне зависимости от колебаний дозы расгшаеа. На чецтеже схематично изображен описываемый механизм прессования. Механизм прессования машины для литья под давлением содержит лйтннковую втулку Ij введенный в нее пресспоршень 2 и мультипликатор 3, связанный с пресс-поршнем через силовой цилиндр 4„ Литниковая втулка 1 встаелена в отверстие, выполненное в неподвижной плите 5 машины и прижата к ней нэподвиясной полуформой 6, аакре1шенной плите 5. На подвижной плате 7 машины крепится подвижная полуформа 8, В полуформы 6 и 8 запрессованы втулки соответст гшо 9 н 10 В литнн ковую Втулку 1 встречно пресса-поршню2 введен дополнительный поршень llj што 12 которого прояущен через втулки 8, 1О и отверстие, выполненное а плите 7 Шток 12 связан с приводом возврата дополнительного поршня 11 в исходноэ положение. Мультипликатор 3 выподнен по К8вестной схеме и имеет цепь управления содержащую командный блок 15 и путевой выключатель 14, закрепленный на плите 7« Рычаг 15 для включения мулыипликагора 3 установлен на штоке 12 поршня 11, Рабочий ход поршня 11 (на ртеже влево) ограничен .диаметро отверстия под шток 12 в плите 7j а обратный ход регулируемым упором 16, установленным на штоке 12, Механизм работает следующим образом, После запирания пресс ормы в ли:; никовую втулку 1 заливают порцию расп лава. При включении силового цилиндра 4 пресс-поршень 2, сжимая расплав, заставляет поршень 11 перемещаться влево. Когда передний торец поршня 11 7 контактирующий с расплавом, достигает крайнего левого положения и открывает доступ расплаву в рабочую полость пресс-формы, рычаг 15, воздействуя на путевой выключатель 14, включает командный блок 13. При этом включение командного блока 13 будет происходить всегда в одно н то же время, поскольку фронг потока расплава в момент начала заполнения пресс-формы всегда занимает одно и то же положение независимо от величины дозьг расплава. По истечении заданного времени командный блок 13 включает мультипликатор 3, который через пресс-поршень2 прризводнг подпрессовку формируемой Отливки, После раскрытия цресс-формь} готовая огливка и пресс-остаток удаляются, Для получения очередной отливки прессформу запирают вновь, а пресс-поршень 2 и поршень 11 возвращают в исходное положение. При возобновлении рабочего цикла подпрессовка начинается, как и в предыдущем цикле, через строго определенное время вне зависимости от колебаний дозы расплава. Это гарантирует хорошее уплотнение стлизск и обеспечивает стабильность их свойств. Внедрение изобретения на Киевском авиационном производственномтоъединении дает годовую экономию ориентировочно 20 тыс р. ормула изобретени Механизм прессования машины для литья под давлением содержащий литниковую втулку, установленный в ней пресспоршень, связанный с мультипликатором, н рычаг путевого включения мультипликатора, отличающийся тем, что, с целью повышения стабильности свойсгв отливок, в литниковой втулке установлен встречно пресс-поршню дополнительный поршень, а указанный рычаг закреплен на штоке дополнительного поршsia. Источники информации, принятые во внимание при экспертизе: 1, Берйн Bs Э. и др. Механизм прессования машйн для литья под давлением с управлением мультипликатора по пути, Литейное производство, 1975, № 6, с. 27, 12 Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под давлением | 1983 |
|
SU1082555A1 |
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |
| Узел прессования машины литья под давлением | 1982 |
|
SU1026944A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Машина литья под давлением | 1982 |
|
SU1026943A1 |
| Способ литья под давлением и устройство для его осуществления | 1982 |
|
SU1303259A1 |
| Механизм прессования "Мультдубль" машины литья под давлением | 1987 |
|
SU1414498A1 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Форма для литья под давлением | 1983 |
|
SU1196124A1 |