Изобретение относится к стан{состроению и предназначено для межоперациокного транспортирования деталей типа теп вращения.
Известны поворотные многопозиционные сфолы, снабженные установленными на планшайбе самоцентрирукмцими приспособления ми. с качающн}Лися призматическими губками, взаимодействующими с подвижными в радиальном направлении вилками jlj .
Недостатком известных столов является сложная конструкция из-за повышенных требований к качеству изготош1е ния ряда с ответственных узлов и дета лей.
Цель изобретения - уменьшение влия ния погрешности индексирования на точ ность расположения деталей на рабочих позициях.
Для этого качающиеся призмазгическиё губки каждого самоцентрирующего приспособления размешены на одной обшей оси, закрепленной на планшайбе, а их карузкные поверхности выполнены по оилищ-
ру. ось кс-1орого совпадает с осью, вписанной в иризмы- окрунсности, равной диаметру зажимаемой детали.
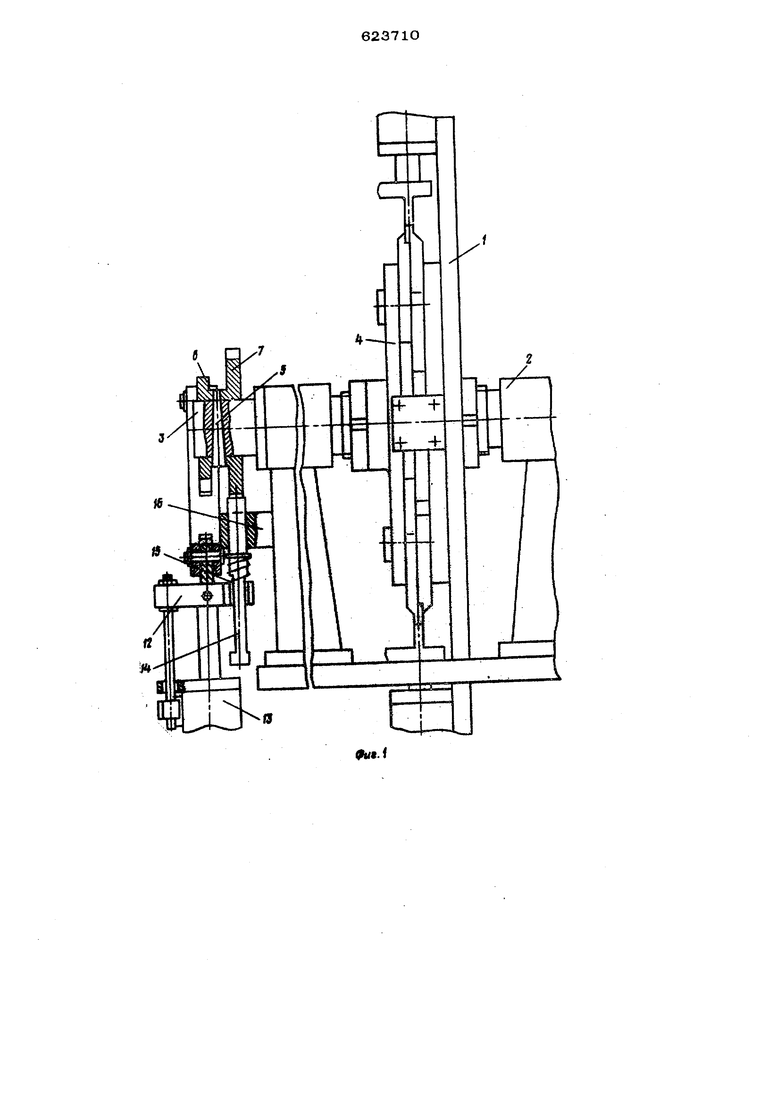
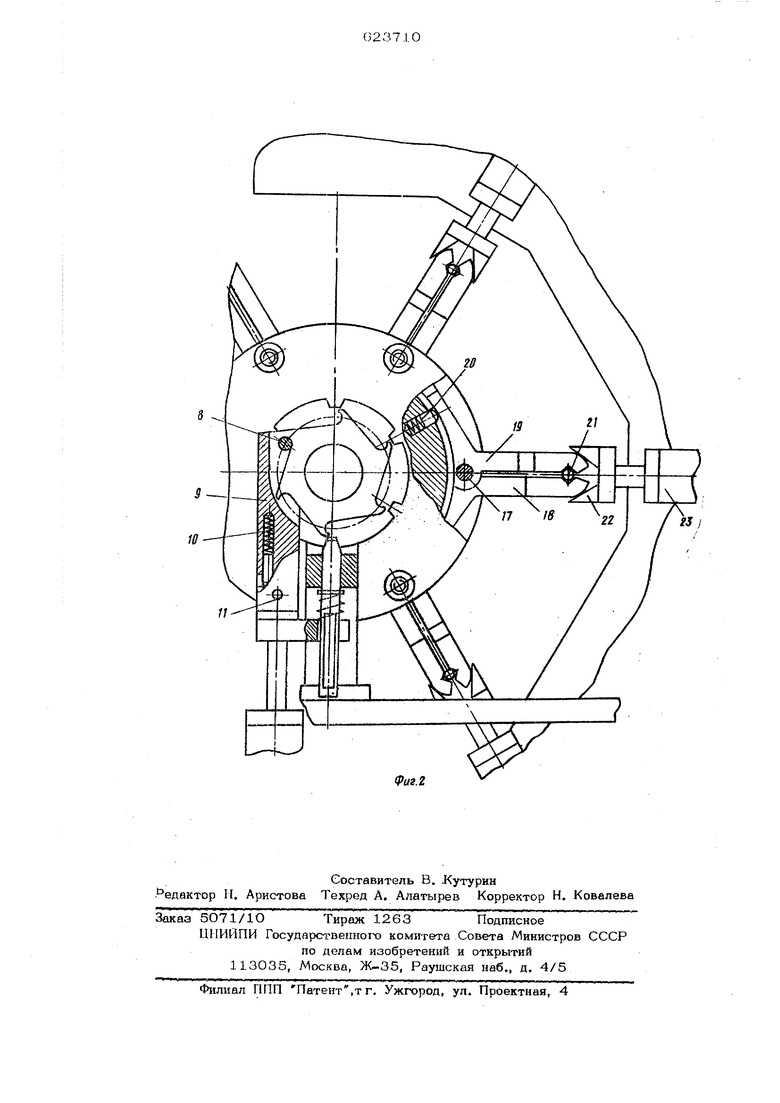
На фиг. 1 изображен предлагаемый поворотный «лногопозрщионный стол; на фиг, 2 то же, другая проекция.
На ет-анине 1 в двух опорах 2 установлен вал 3 с подвилшой в круговом на-
правлеипи плаишайбой 4. На одном из
концов вала на 5 закреплены храповое колесо 6 и диск фиксатора 7 ме- ханизмов. поворота и фиксации. С храповым колесом 8 взаимодействует штифт
8.укрепленный в планке 9, которая пружиной 10 пршкимается к храповому колесу 6. Пленка 9 может качатьсн на оси 11, укрепленной в каротке 12, которая в свою очередь к;ож9т соверпгать
возпратно-лоетупатошноз перемещение в Ш1оскос1И, параллельной плоскости щения планшайбы, посредством гидроцилиндра 13, CifflxpoHHo с караткой 12 может перемещеться штьфь фи ссатора 14,
поджимаемый пружиной 15 к диску фкх- 62 сатора 7 и перемешаюшайся в неподвкжчных направлйюпшх 16. По периферии платнайбы 4 на цилннд{жческвх iпальцах 17, закрепленных на аей, крепятся качающиеся призматические губки 18 и 19, подпружиненные посредством пружины 20 в направлении зажима детали 21 и предназначенные для репления деталей в рабочем положении и переноса их с одной рабочей позиции яа другую. На каждой рабочей позиции с наружными поверхностями призматнчес:ких губок 18 и 19, выполненными по цил1андру, взаимодействуют призматические 1шлSH 22, жестко зафиксированные в кру:говом вапраВ|Лении на станине 1 и перемефаюшибся возвратно-поступательно в ра анальном направлеийи от привода 23. В npotxecce работы деталь 21 на по- зшйга загрузки (на чертеже не показала) подается питателем в подпруж шенные Кйчшощиесн призматические губки 18 и 19. После того, как на всех рабочих и бспомогатбльиых позициях будет окончен предшествующий работы, каретка 12 механизма поворота и фиксации перемещается в крайнее отведенное положение, в котором штырь фиксатора 14 выХбдит из Зацепления с дисжом фиксатора 7, а штифт 8 занимает положение за о«5ередным зубом храпового колеса 61 Сл дует комайда на перемеще1ше каретки 12 вперед, и b процессе этого перемещения происходит поворот планшайбы по стрешсе. По окончашга поворота по- комавда на перемшяение по направлешпо к оси вращения планшайбы 4 0 от привода,23 вилки 22, в результате чего осуществляется силовое замыкание призматических губок 18. и 19, и деталь 21 ориентируется в угловом положении в плоскости поворота планшайбы 4, На рабочей позиции может производиться операция обработки или сборки. По ее окончании на всех рабочих one рациях вилки 22 отводятся в исходное положение. Затем цикл повторяется. 3 обретения Формул Поворотный многопозипионный стол, снабженный установленными на планшайбе самоцентрирукнцими приспособлениями с качающимися призматическими губками, вааимодействующнми с подвижными в радиальном направлении вилками, отличающийся тем, что, с целью уменьшения влияния погрешности инд-ексирования на точность расположения деталей на пабочих позициях, качающиеся призматические губки каждого самоцент рирующего приспособления размещены на ОД1ЮЙ общей оси, закрепленной на планшайбе, а их наружные поверхности выполнены по цилиндру, ось которого совпадает -с осью, вписанной в призмы окружности, равной диаметру зазкимаемой детали. Источники информации, принятые во BHHMainie при экспертизе: 1. Лебедовский М. С. Фетодов А. И. Автоматизация сборочных работ. Л., 1970, с. 1О7-108.
№
IS
3
w
| название | год | авторы | номер документа |
|---|---|---|---|
| Поворотный многопозиционный стол | 1980 |
|
SU884961A2 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ ТИПА ДИСКОВ | 1991 |
|
RU2029301C1 |
| Устройство для сборки узлов типа "вал-втулка | 1978 |
|
SU766814A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ХАЛ ИЗ ПРЕДВАРИТЕЛЬНО ЗАКАТАННЫХ ТЕСТОВЫХ ЖГУТОВ | 1963 |
|
SU223714A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Гибкий производственный модуль | 1988 |
|
SU1516312A1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| Поворотный стол для сборки под сварку | 1980 |
|
SU893493A1 |
| Многопозиционный станок | 1980 |
|
SU908575A1 |
| Устройство для перемещения деталей с рабочей позиции пресса | 1981 |
|
SU967632A1 |