(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С ПУСТОТАМИ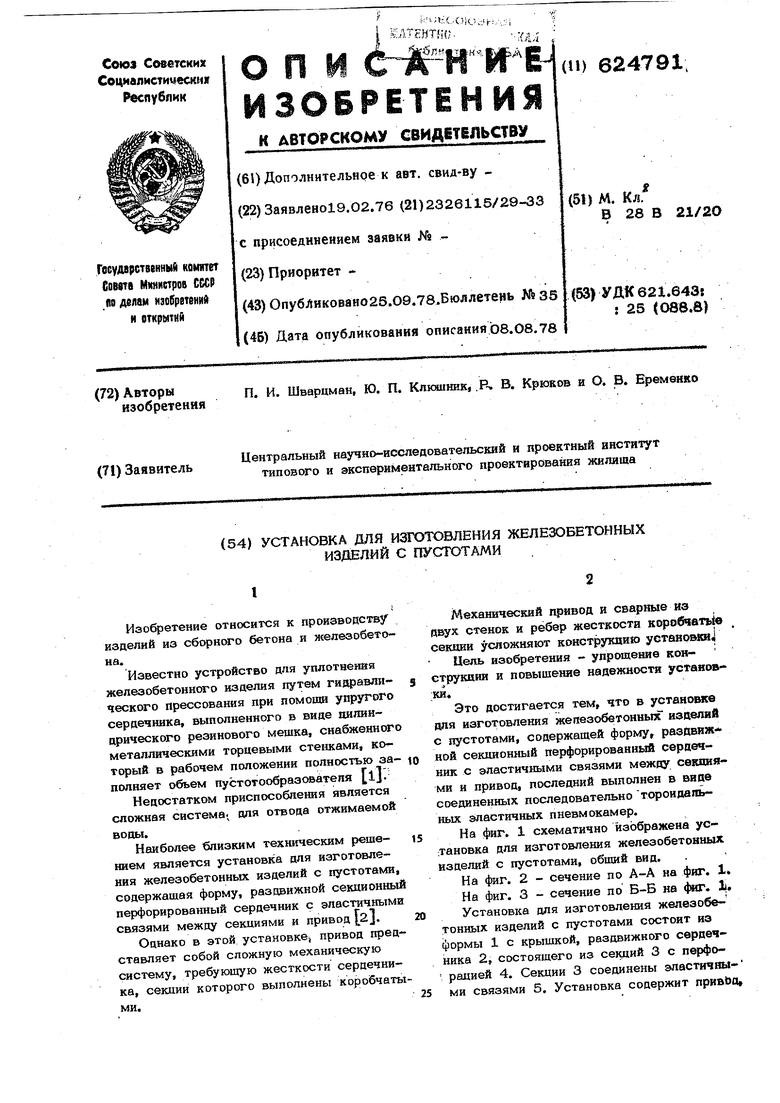
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1747281A1 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Установка для изготовления бетонных и железобетонных изделий кольцевого сечения | 1990 |
|
SU1756164A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Устройство для нанесения защитного слоя на наружную поверхность трубы | 1976 |
|
SU585973A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2016 |
|
RU2633932C1 |
| Установка для изготовления напорных труб | 1972 |
|
SU442070A1 |
| Способ формования железобетонных изделий в коробчатой скользящей опалубке и устройство для его осуществления | 1985 |
|
SU1350018A1 |
| МНОГОМЕСТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1993 |
|
RU2092310C1 |
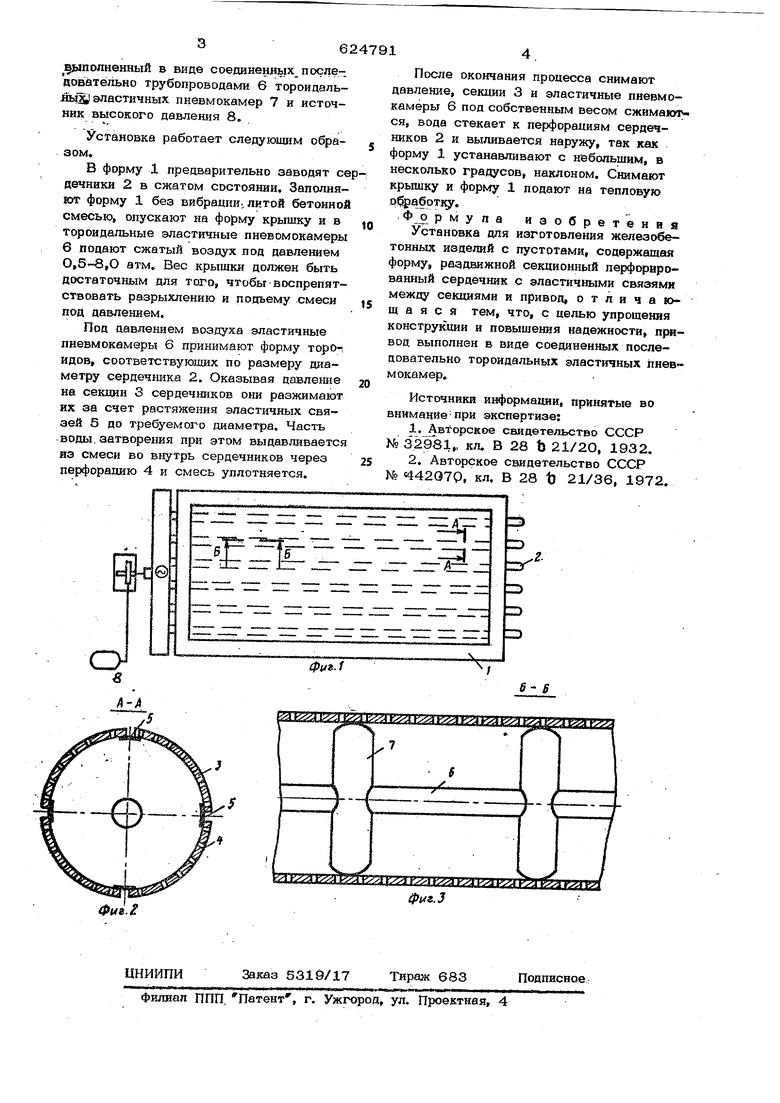
Изобретение относится к производству изделий из сборнсяго бетона и ядалезобетона. Известно устройство для уплотнения железобетонного изделия путем гидравлического прессования при помощи упругого сердечника, выполненного в виде ЕИЛИНдрического резинового мешка, снабженного металлическими торцевыми стенками, который в рабочем положении полностью заполняет объем пустотообразсмаатепя ij. Недостатком приспособления является сложная система. для отвода отжимаемой воды. Наиболее близким техническим решением является установка для изготовления железобетонных изделий с пустотами, содержащая форму, разпенжной секционный перфорированный сердечник с эластичными связями между секциями и привод J. Однако в этой установке) привод представляет собой сложную механическую систему, требующую жесткости сердечника, секции которого выполнены коробчаты ми. Механический привод и сварные из двух стенок и ребер жесткости KOpo64EaTbie секции усложняют конструкпию установ1О14 Цель изобретения - упрощение конструкции и повышение надежности установки. Это достигается тем, что в устаномсе для изготовления железобетонных изделий с пустотами, содержащей форму, разавиж ной секционный перфорированный сердечник с эластичными связями между сесскиями и привод, последний выполнен в виде соединенных последовательно тороидапьных эластичных пневмокамер. На фиг. 1 схематично изображена установка для изготовления железобетонных изделий с пустотами, обший вид. На фиг. 2 - сечение по А-А на фиг. 1. На фиг. 3 - сечение по Б-Б на фнг. 1. Установка для изготовления железобетонных изделий с пустотами состоит из формы 1 с крышкой, раздвижного сердечника 2, состоящего из секций 3 с перфорадией 4. Секции 3 соединены эластичными связями 5. Установка содержит привЬо
выполненный в виде соединенных псхрледоватёпьно трубопроводакга 6 тороидальды эластичных пневмокамер 7 и источник высокого давления 8.
Установка работает следующим обрааом
В форму 1 предварительно заводят се дечники 2 в сжатом состоянии. Заполняют форму 1 без вибрации литой бетонной смесью, опускают на форму крышку ив тороидальные эластичные пневомокамеры 6 подают сжатый воздух под давлением О,5-8,О атм. Вес крышки должен быть достаточным для того, чтобы воспрепятствовать разрыхлению и подъему смеси под давлением.
Под давлением воздуха эластичные пневмокамеры 6 принимают форму торо-; идов, соответствующих по размеру диаметру сердечника 2, Оказывая давле ше на сек1ши 3 сердечников они разжимают их за счет растяжения эластичных связей S до требуемого диаметра. Часть ВОДЫ, аатворения при этом выдавливается из смеси во внутрь сердечников через перфорацию 4 и смесь уплотняется.
После окончания процесса снимают давление, секции 3 и эластичные пневмокамеры 6 под собственным весом сжимакл ся, вода стекает к перфорациям сердечников 2 и выливается наружу, так как форму 1 устанавливают с небольшим, в несколько градусов, наклоном. Снимают крышку и форму 1 подают на тепловую рфабртку.
Ф о рмупа изобретения Установка для изготовления железобетонных изделий с пустотами, содержашая форму, раздвижной секционный перфорированный сердечник с эластичными связями между секциями и привод, о т л и ч а кьш а я с я тем, что, с целью упрощения конструкции и повышения надежности, привод выполнен в виде соединенных последовательно тороидальных эластичных пнев мокамер.
Источники информации, принятые во внимание при экспертизе;
№ «44207Р, кл. В 28 t 21/36, 1972.
