1
Изобретение относится к области сварки, а именно к конструкции кантователя для сборки и сварки металлоконструкций.
Известен кантователь для сборки и сварки металлоконструкций, преимущественно Пространственных ферм, содержащий смонтированный на основании наклоняемый корпус, несущий поворотный шпиндель, к торцу которого прикреплен корпус сборочного приспособления с прижимами 1.
Однако известный кантователь малопроизводителен, так как затрачивается много времени на сборку и съем изделия.
Целью изобретения является повышение производительности кантователя нутем уменьшения времени па сборку и съем изделия.
Это достигается тем, что корпус приспособления выполнен в виде Г-образного рычага, к которому шарнирно присоединен дополнительный Г-образный рычаг, подпружиненный относительно основного, при этом на обоих рычагах закреплены кондукторные планки с закрепленными на них прижимами, а на основном Г-образном рычаге установлена запорная планка, фиксирующая в рабочем положении дополнительный Г-образный рычаг относительно основного.
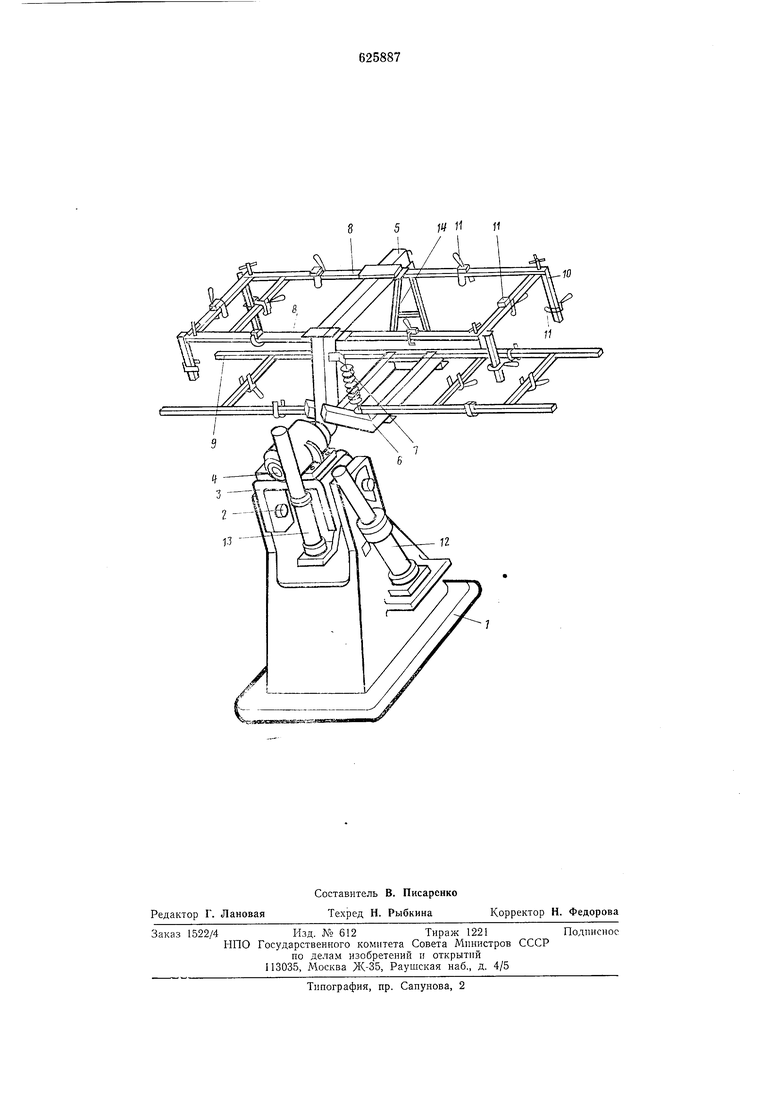
На чертеже изображен предлагаемый кантователь, общий вид в изометрии.
В основании 1 на цапфах 2 смонтирован наклоняемый корпус 3, несущий поворотный шпиндель 4, к торцу которого прикреплен Г-образный основной рычаг 5, шарнирно связанный с дополнительным Г-образным рычагом 6, подпружиненным пружиной 7 относительно основного Г-образного
рычага 5. Съемные кондукторные планки 8 и 9 закреплены, соответственно, на основном Г-образном рычаге 5 и дополнительном Г-образно.м рычаге 6. Иа съемной кондукторной планке 8 закреплены вертикальные
ложементы 10. Для крепления элементов изделия служат быстродействующие прижимы 11.
Привод 12, размещенный на основании, для наклона корпуса 3, а привод 13, размещенный на наклонном корпусе 3, служит для поворота шпинделя 4 с основным Г-образным рычагом 5.
Для фиксации основного Г-образного рычага 5 относительно дополнительного Г-образного рычага 4 служит запорная планка 14.
Работает предлагаемый кантователь следующим образом.
Отдельные элементы нижней рамы собираемого изделия устанавливаются в съемную кондукторную планку 9 и фиксируются быстродействующими прилсимами И. Затем при помощи привода 13 основной Г-образный рычаг 5 переходит в нижнее положение, а дополнительный Г-образный рычаг 6 - верхнее полол енне.
Отдельные элементы верхней рамы собираемого изделия устанавливаются в съемную кондукторную планку 8 и фиксируются в ней прижимами 11. Угловые стойки coб Ipaeмoгo изделия устанавливаются и фиксируются в вертикальных ложементах 10, образуя замкнутую систему элементов собираемого изделия (фермы).
Параллельность верхней и нижней рамы собираемого изделия обеспечивается запорной планкой 14. При сварке все элементы изделия поочередно устанавливаются в нижнее положение приводами 12 и 13.
Пружина 7 при снятой запорной планке 14 обеспечивает постепенный вывод изделия при принудительном дополнительного Г-образного рычага 6.
Применение предлагаемого кантователя уменьшит трудоемкость работ примерно на 20%. Сборка и сварка изделий на кантователе производится одним человеком.
Предлагаемый кантователь позволит производить сборку изделий различных типоразмеров с заданной точностью. Так
как сварка всех элементов изделия производится в их нижнем положении, повышается качество собираемых изделий.
гФор мулаизобре тения
Кантователь для сборки и сварки металлоконструкций, преимущественно пространственных ферм, содержащий смонтированный на основании наклоняемый корпус, несущий поворотный шпиндель, к торцу которого прикреплен корпус сборочного приспособления с прижимами, отличающийся тем, что, с целью повышения производительности путем уменьшения времени на сборку и съем изделия, корпус приспособления выполнен в виде Г-образного рычага, к которому шарпирпо присоединен дополнительный Г-образный рычаг, подпружиненный- относительно основного, при
0 этом на общих рычагах закреплены кондукторные планки с закрепленными на них прил имами, а на основном Г-образном рычаге установлена запорная планка, фиксирующая в рабочем положении дополнительный Г-образный рычаг относительно основного.
Источники информации, принятые во внимание при экспертизе 1. Вспомогательное сварочпое оборудо0 ванне. Вып. 1, М., ЦИНТИ электротехнической промышленности и приборостроения, 1961, с. 24.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU785006A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| Стенд для сборки и сварки металлоконструкций | 1988 |
|
SU1608030A1 |
| Двухстоечный кантователь | 1973 |
|
SU438508A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| Поточная линия для изготовления пространственных сварных конструкций | 1978 |
|
SU770714A1 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ ПОД СВАРКУ МЕТАЛЛОКОНСТРУКЦИЙ | 1993 |
|
RU2054348C1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |