Изобретение относится к литейномх и юизволству, в частности к оборул уваник.) для центробежного литья, м может быть использовг,и(; в конструкциях центробежных машин с гор -;зоитальной осью вращения излож Шцы. нрс-дназначенных для литья поль стальных заготовок ii труб.
Известно чстройство для дозирования жидкого метал, ло объему, включающее изложницу. за.1ивочиое устройство п. сблокированные с этим уетрор ство.1 электрические контакты, размещенные BiivTpi ;1злож1-пп1ы на оиределениой высоте 1.
Недостатком данного усгройстз;; ,;i; ;чется низкая точность дозирования, -г,с связано с тем, что в результате вол1и:)вого, неравиомерного движения раси.тавленного металла в изложнице и всилескивании его при достиже 1ии ироти.воиоложиой заливки стенки, часто ироисходит преждевременное замыкание контактов и выдача сигнала на ирек1)аи1еиие заливки.
.-iee б,:изким по технической е -;цности к изобретению является взвеи1ива1ощее устройство для дозирования расплавле 1 1ого метал.la по . состоящее из оиорного з, а. 1:агрузс)чных элементов и сре.1ств |;зме;.н:П1я 15ь;хо.1ИО:о сигнала.
Он()рн1)П1 узе, Л н;олнен в ви.1е еистемы
НИЖ1-1МХ и BCjIXriilX НОВОрОТНЫХ бЛОКО, % еЖду которыми размещены нагрчзочные э,пемеиты. Воснри1п:мас.мая опорными y3.iaNni нагрузка передается на нагрузочные элементы, KOTOphic выр.абагьикиот снгна.м, подающийся ia регистрирующий прпбс;р уст юйства для змс1) выходнспч) сигна,,.; |2,
Не.юстагком данного технического решения яв.чяется то, чт(1 взве пива10 цее устройство, установленное перед фронтом мащины загромож.:1ае1 плснцадь и приводит к затруднению нр1-; эксил атации .машины, установка устройства в другом месте приводит к увеЛ Чс1ИЮ времени .между операциями взвеИ-1ива ия и за,1Я13ки, что ве.тет к оетыванию жидколч) eтa.l. и нал11иаГ1ИЮ его на стеики , которое П11ИВОДИТ к сн1 жеиию точliocni ппоци;-, за,1иваемо1о мстал,1а.
Це.ЬЮ 13(м5ретения яв. Яется у.1уч1:;енис экс1, атацип пещробежной маи1ииы.
каза.чная ие. достигается тем. что онор пь;й узел снабжен . ючате.1ем нагрузочi;i,;x v 1емеитов, который вьиюлнен в виде
корпуса с гнездом для проходм нп/кпсм лсти опорного узла, сепаратора, связывающего между собой нагрузочные элементы п г1ОД1 емйого механизма.
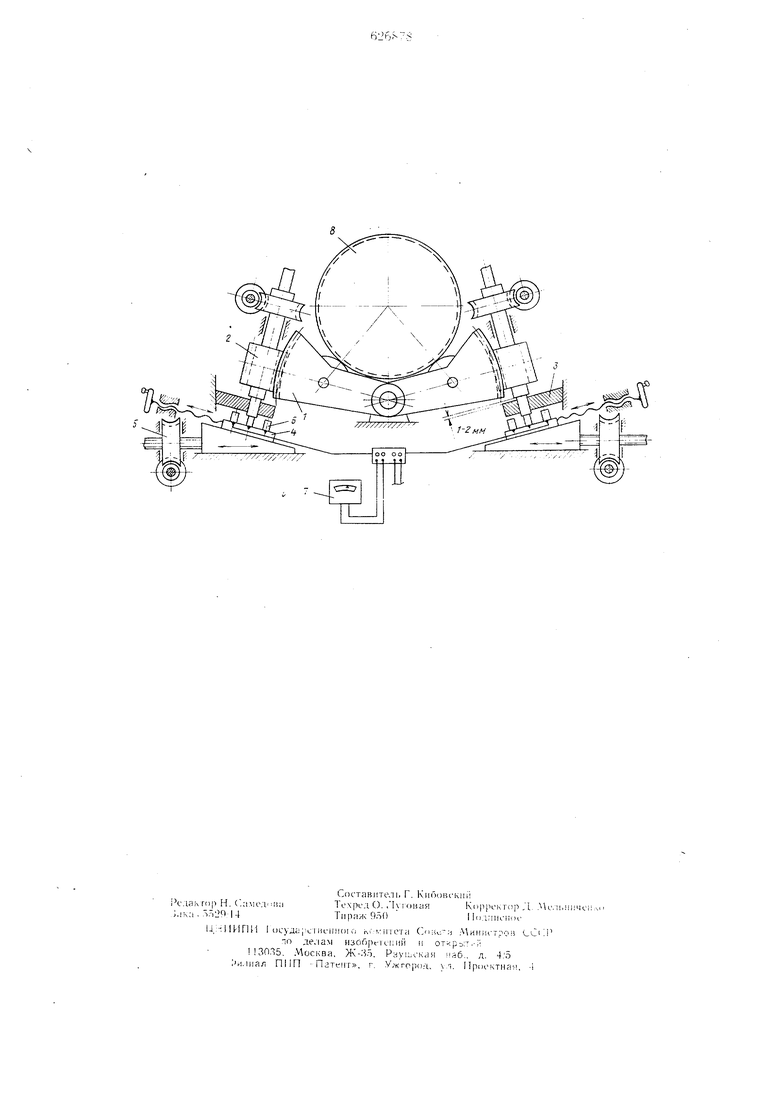
На чертеже изображено устройство для дозирования жидкого металла, общий вид.
Устройство содержит опорный узе.1, .BHIполненный в виде зубчатого сектора 1, оииpaiouierocH на несу1ний червяк 2, который установлен на перек.иочатель нагрузочных элементов, нредставляющнй собой 3 с гнездом д1я шейки necynieio червяка, под которым установлен сепаратор 4, лежаи 1пй на механнз.ме подъе.ма 5 и связывающий между собой нагр зочные элементы В, которые в свою очередь соединены со сродствами 7 измерения выходного ей гнала.
Описываемое устройство работает c.ieдующим образом.
Перед заливкой жидкого .металла в из.южнину 8, соответствующий преднолагаемому весу заливки, нагрузочпьп элемент 6 выста15.1яетея сепаратором 4 под несунтнм червяком 2 так, чтобы нрн.южение нагрузки было точно по центру нагрузочного э.1е.мента. Затем включается ме.ханпз.м подъема 5, который через нагрузочный элемент поднимает нееущий червяк на заданную высоту (приблизительно 1 -2мм). Таки.м образом, вся нагрузка воснринимаетея нагрузочным элементом. Открывается стопор заливочного KOBHia и мета.ы иодается в полость изложницы. Нагрузочные элемент представ ляют собой устройства, вырабатываюн1ие сигнал, пропорциональный приложенной к ни.м иагрузке. Обычно электрический Haipyзочный элемент состоит из вьнзереипой колонны, воснрини.мающей нагрузку, к которой присоединяются тензодатчики, соединенные в .мостовую схе.м. Г)ез нагрузки .мост находится в сбалансированном соетояннп. При воздействии нагрузки происходит де{| ормация Ko.ioHHbi, что ведет за собой сгибание проволочек тепзодатчиков. Вс.;1едствие этого из.меняется сонротив, в элект1)ической цени, .мост разба.1ансируется н на eio выходHijix к.иммач ппян. ;иегся папряжеппе, проГ1(;рцпона.1ьное нагрхзке.
д1.1я получения o6meio сигнала, 11|)опорlUiona.ibHoro обшей . пеобходи.мо ЮЛ кажды.м несущим червяком разместить нагруз(;ч1Н;1Й элемеьгг и 110.тученьп 1е электрические сигналы но.тать на сумматор регистрирующего прибора. Полученный таким образо.м общий выходной сгинал сравнивается с необхОлТимы.м весо.м дозы жидкого метал.ла, которьи необходи.мо за,лить в из.южНину. В момент заио.шения из.южнпцы, велич1Н1а поступающего сигнала станет равной заданному значению и подается команда иа стопор заливочиого KOBHja о прекращении заливки. Включается прчвод подъемного .мехаииз.ма, который опускает нагрузочный э.че.мент. Одновременно опххччается в KOpii c с гнездом для Н1ейкп и несущий червяк. Затем сенаратором 1 нагрузочный элемент выводит ся из .
Формула изобретения
1.Устройство для дозпровання жидко1о металла при центробежном лнтье, вк.почаюшее опорный узе.м, нагрузочные э.1емент1 1 и средства пзмерепия выходпого cnrna.ia, отличающееся тем, что, с не.чью улучпленяя эксплуатации цегггробежной машины, онорный узел снабжен переключате.те.м нагрузоч 1Ь1Х эле.ментов.
2.Устройство по п. 1, отличающееся те.м, что переключате.1ь нагрчзочных э.ле.ментов выно.тнен в виде корпуса с гнездом для прохода части онорного узла, сепаратора, евязываюшего собой нагрузочные э.тементы, и подъе.много .механи.зма.
Псточппкп инфор.мации, ирннятые во внимание при экспертизе:
1. .вторекое свидетельство СССР Л 371022, кл. В 22 D 13/10, 1970. 2. ПатентСША JMb 2392681, кл. 177- 21().
1944.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления установкой для отливки многослойных труб | 1975 |
|
SU602294A1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| Изложница центробежной машины роликового типа | 1975 |
|
SU534297A1 |
| Устройство для центробежной отливки трубных заготовок | 1987 |
|
SU1526898A1 |
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| Привод стопорного механизма разливочного ковша | 1980 |
|
SU927414A2 |
| Изложница для центробежного литья биметаллических отливок | 1984 |
|
SU1282956A1 |
| Установка для центробежного литья | 1980 |
|
SU980943A1 |
| Центробежная форма | 1977 |
|
SU679306A1 |
| Флюс для центробежного литья углеродистой стали | 1981 |
|
SU986583A1 |