Изобретение относится к обработке металлов давлением и может быть использовано при поперечной прокатке изделий типа ступенчатых валов.
Известно устройство для прокатки изделнй переменного по длине сечения, содержащее два валка, один из которых выполнен ,в виде неподвижного кольца с окнами, на внутренней поверхности которого предусмотрены деформирующие элементы, а другой - в виде установленного с зазором внутри кольца концентрично ему приводного цилиндра с деформирующими элементами на наружной поверхности. В зазоре между двумя валками концентрично им установлена обойма с симметрично расположенными сквозными окнами для размещения прокатываемой заготовки.
Однако проскальзывание заготовок во время обработки снижает качество получаемых изделий.
Цель изобретения - повысить качество изделий путем устранения проскальзывания заготовок при контакте с деформирующими поверхностями.
Это достигается тем, что предлагаемое устройство снабжено фрикционным тормозным элементом, .разме ценным между обой1 ой и приводиы.ч цилиндром с возможностью контгжта с последними,
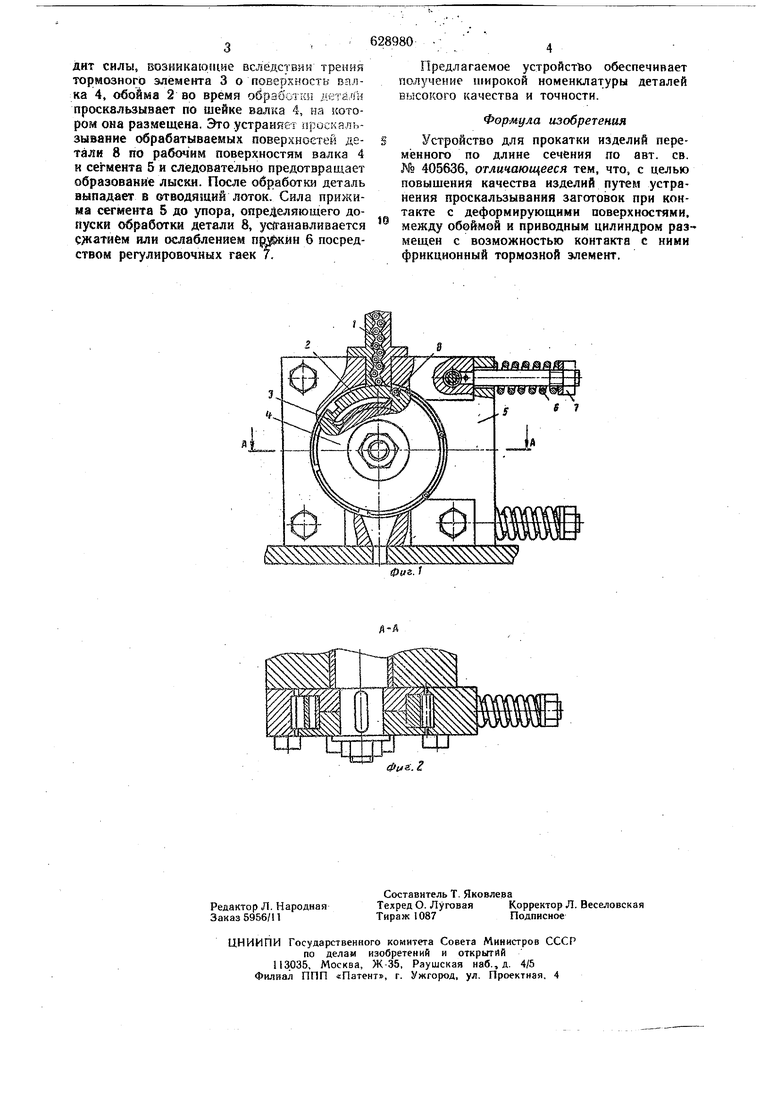
На фиг . 1. noKaaasio предлагаемое устройство; на фиг. 2 - разрез по А-А фиг. 1.
Устройство состоит из лотка , обоймы 2, расположенной на юейка.х приводного внут-. реннего валка, тормозного элемента 3, выполненного в виде дугообразной нружнНы с фрикционным покрытием, валка 4, вращающегося от приводного вала, наружного валка 5, подпружиненного до упора в радиальном направлении к внутреннему валку, пружин б и регулировочных гаек 7.
Работа устройства осущеста1яется следующим образом. Ориентированная обрабатываемая деталь 8 из :вибробункера по лотку 1 захватывается гнездами обоймы 2. Как только обрабатываемая деталь 8 заклинится между валкан 4 и .5, она начинает обрабатываться. С этого момента детали движутся по окружности, обкатываясь по рабочим поверхностям валков 4 и 5. Так как сила прижима детали к валку 4 посредством пружин 6 валком 5 значительно превосходит силы, возникающие вследствии трения тормозного элемента 3 о поверхность- вал:ка 4, обойма 2 во время обрэботк5 де1а/1н проскальзывает по шейке валка 4, на котором она размещена. Это устраняет проскальзывание обрабатываемых поверхноетей детали 8 по рабочнм поверхностям валка 4 и сегмента 5 и следовательно предотвращает образование лыски. После обработки деталь выпадает в отводящий лоток. Сила прижима сегмента 5 до унора, определяющего допуски обработки детали 8, усй-анавливается C кaтиeм или ослаблением б посредством регулировочных гаек 7.
Предлагаемое устройство обеспечивает получение широкой номенклатуры деталей высокого качества и точности.
Формула изобретения
Устройство для прокатки изделий переменного по длине сечения по авт. св. № 405636, отличающееся тем, что, с целью повышения качества изделий путем устранения проскальзывания заготовок при контакте с деформирующими поверхностями, между обоймой и приводным цнлиндром размещен с возможностью контакта с ними фрикционный тормозной элемент.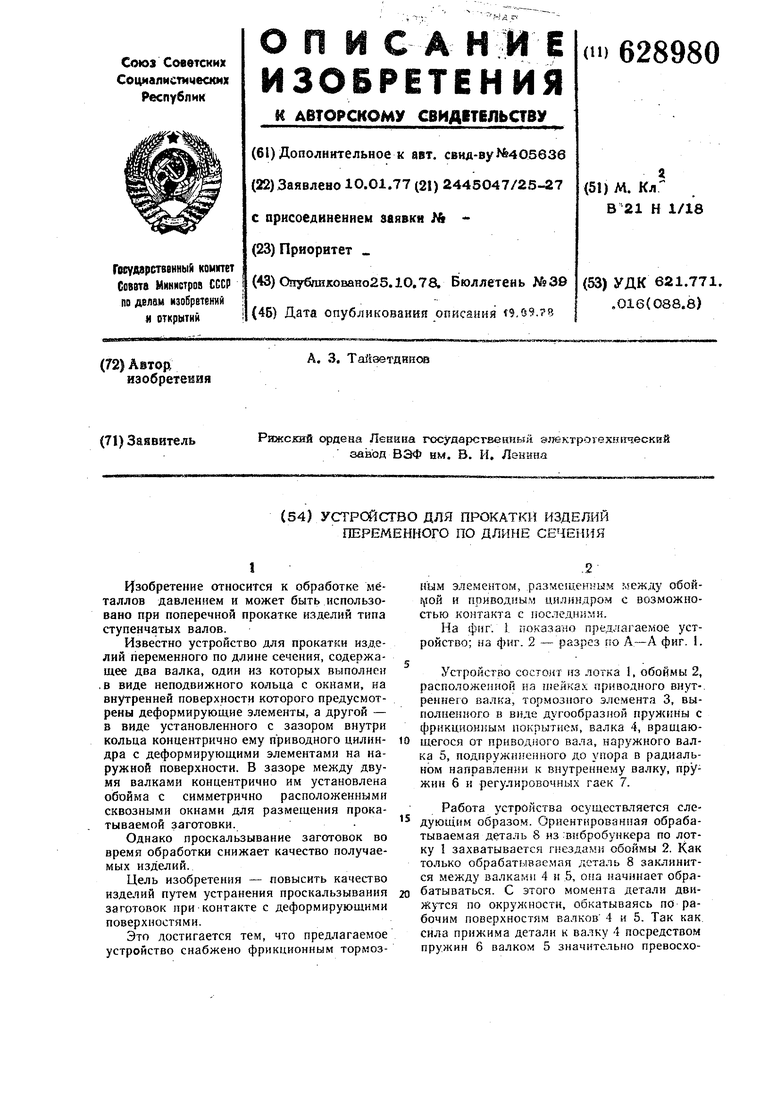
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки цилиндрических изделий | 1980 |
|
SU889241A1 |
| Устройство для поперечной прокатки деталей с буртиком | 1988 |
|
SU1599149A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1574335A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| Устройство для прокатки цилиндрических изделий | 1976 |
|
SU621431A1 |
| Устройство для прокатки изделий | 1987 |
|
SU1510976A1 |
| Устройство для поперечной прокатки цилиндрических изделий | 1989 |
|
SU1736666A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| Способ изготовления деталей из полой заготовки и устройство для его осуществления | 1984 |
|
SU1303225A1 |
0US. 1
(.
