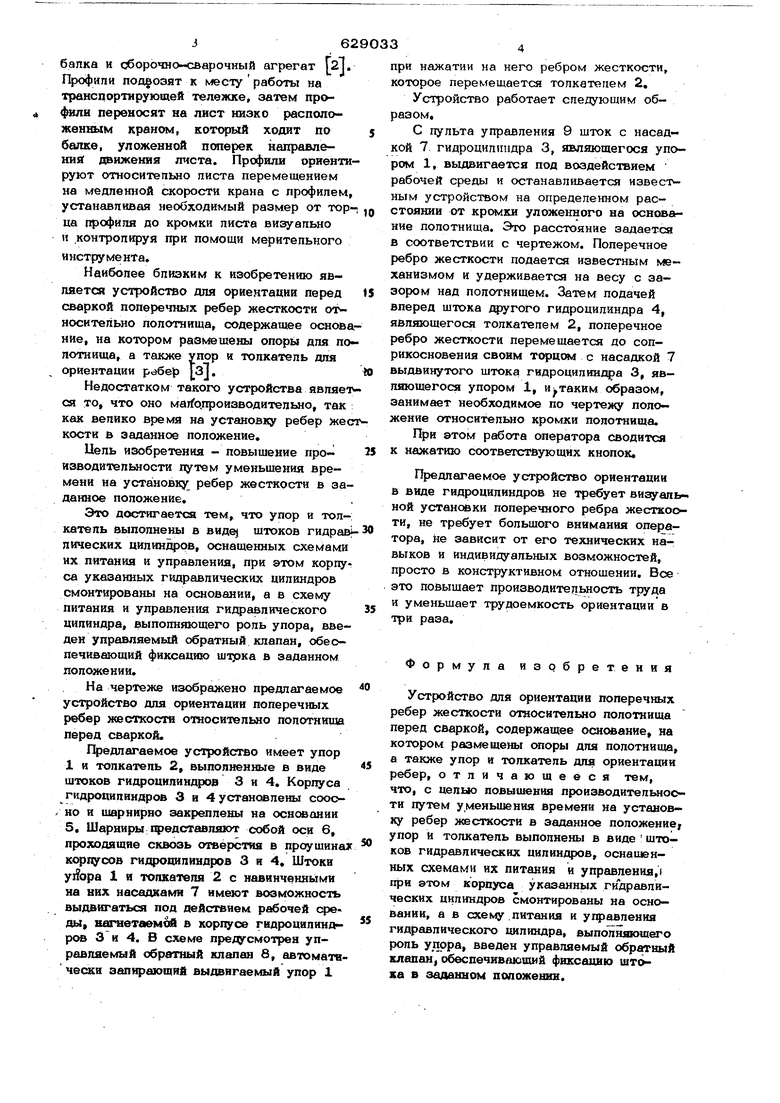
баПка и сборочно-сварочный агрегат 2j. Профили подвозят к месту работы на транспортирующей тележке, затем прол Фили переносят на лист низко расположеншдм краном, который ходит по балке, уложенной поперек направлений движения лчста. Профили ориенти руют относительно листа перемещением на медпенлой скорости крана с профилем, устанавливая необходимый размер от торца профиля до кромки листа визуально и контролируя при помощи мерительного Инструмента. Наиболее близким к изобретению является устройство для ориентации перед сваркой поперечных ребер жесткости относительно полотнища, содержащее основа ние, на котором ра3|у«ешены опоры для по яотнища, а также упор и толкатель для ориентация рабер . Недостатком такого устройства являет ся то, что оно .пpoизвoдитenы o, так как велико время на установку ребер Жес кости в заданное положение. Цель изобретения - повыщение производите л ьности путем уменьщения времени на установку ребер жесткости в заданное положение. Это достигается тем, что упор и толкатепь выполнены в виде щтоков гидрав пических цилиндров, оснащенных схемами их питания и управления, при этом корпу са указанных гидравлических цилиндров смонтированы на основании, а в схему питания и управления гидравлического цилиндра, выполняющего роль упора, введен управляемый обратный клапан, обеспечивающий фиксацию штрка в заданном положении. На чертеже изображено предлагаемое устройство для ориентации поперечных ребер жесткости относительно полотнища перед сваркой. Предлагаемое устройство имеет упор 1 и толкатель 2, выполненные в виде щтоков гидроцилиндров 3 и 4. Корпуса гидроцилиндров 3 и 4 у станов лены соос/ но и шарнирно закреплены на основании 5. Шарниры; представляют собой оси 6, проходящие сквозь отверстия в проущина кфдусов гидроцилиндров 3 я 4, Штоки yifopa 1 и толкателя 2 с навинченными на них насадками 7 имеют возможность выдвигаться под действием рабочей среды, вагнетаемсй в корпусе гидроцилиндров 3 и 4. В схеме предусмотрен управляемый обратный клапан 8, автомата чеоки запирающий выдвигаемый упор 1 ри нажатии на него ребром жесткости, которое перемещается топкатеием 2. Устройство работает следующим образом, С пульта управления 9 шток с насадкой 7 гидроципипдра 3, являющегося упором 1, выдвигается под воздействием рабочей среды и останавливается извес-рным устройством на опредепенном расстоянии от кромки уложенного на основание полотнища. Это расстояние задается в соответствии с чертежом. Поперечное ребро жесткости подается известным механизмом и удерживается на весу с зазором над полотнищем. Затем подачей вперед щтока другого гидроцилиндра 4, являющегося толкателем 2, поперечное ребро жесткости перемещается до соприкосновения своим торцом с насадкой 7 выдвинутого штока гидроцилиндра 3, являющегося упором 1, и Wтаким образом, занимает необходимое по чертежу положение относительно кромки полотнища. При этом работа оператора сводится к нажатию соответствующих кнопок. Предлагаемое устройство ориентации в виде гидроцилиндров не требует визуальной установки поперечного ребра жесткооти, не требует больщого внимания оператора, не зависит от его технических навыков и индивидуальных возможностей, просто в конструктивном отношении. Все это повыщает производительность труда и уменьщает трудоемкость ориентации в три раза. Формула изобретения Устройство для ориентации поперечных ребер жесткости относительно полотнища перед сваркой, содержащее основание, на котором размешены опоры для полотнища, а также упор и толкатель для ориентации ребер, отличающееся тем, что, с целыо повышения производителыюсти путем уменьщения времени на установку ребер жесткости в заданное положение/ упор и толкатель выполнены в виде щтоков гидравлических цилиндров, оснащенных схемами их питания и управления, при этом корпуса указанных гидравлических цилиндров смонтированы на основании, а в схему .питания и утфавления гидравлического цилиндра, выпопняюшего роль упора, введен управляемый обратный клапан, обеспечивающий фиксацию шт(ха в заданном положения.
Источники информации, принятые во внимание при экспертизе:
1, Авторское свидетельство СССР Ne 238О48, кл. В23 К 37/О4, 1966.
2.. Патент Дании Л-г 121468, кл. 35 в 106, 1974.
3, Проспект фирмы ЭСАБ-ХЭБЭ на панельного производства, Швеция, 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Стенд для сборки и сварки ребер жесткости с полотнищем | 1980 |
|
SU899318A1 |
| Устройство для ориентации и зажима деталей под сварку | 1985 |
|
SU1311898A1 |
| Поточная линия для сварки плоских полотнищ с ребрами жесткости | 1977 |
|
SU662305A1 |
| Устройство для изготовления секций из листов и ребер жесткости | 1984 |
|
SU1222476A1 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| Агрегат для сборки под сварку иСВАРКи РЕбЕР жЕСТКОСТи C лиСТОВыМипОлОТНищАМи | 1979 |
|
SU846207A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Зажимное устройство | 1987 |
|
SU1530396A1 |
| Устройство для шагового перемещения | 1980 |
|
SU918205A1 |
К сяенв управлений Поперечное peSpo ткеетхости 7 f 5 Полеттнме
