в большинстве электронных ламп приходится иметь дело с сетками, предназначенными для электростатического регулирования электронных потоков, эмиттируемых накаленным катодом. От геометрических размеров этих сеток зависят электрические параметры лампы, в частности крутизна характеристики и коэффициент усиления.
Одно из существенных требований, -предъявленных к лампам, состоит в идентичности основных параметров, обеспечивающей взаимозаменяемость ламп. В связи с этим существенно повыщаются требозаиия в отношении точности выполнения сеток электронных ламп.
Некоторые типы сеток электронных ламп изготовляются витыми. Обычно на оправку той или иной формы в особые шлицы закладывают траверсы, на которые на специальном автоматическом станке наматывается проволока.
Для получения сетки точных размеров весьма важно иметь правильные по радиусу шлицы оправки, чтобы профиль проходящей по шлицам проволоки точно совпадал с ними. Отклонения в размерах допустимы lie более чем на +0,01 и -0,006 мм.
Обработанный шлиц оправки должен иметь точную и гладкую поверхность во избежание трения проходящей по нему проволоки. Обработанные щлицы должны быть строго параллельны с точностью до 0,005 мм при длиие щлицов в 12 мм. В зависимости от точности обработки оправок их срок службы мо/кет весьма сильно колебаться.
Настоящим изобретением предлагается станок для доводки шлицов оправок, применяемых при изготовлении сеток электронных ламп. Доводка расположенных на одной оси траверсных шлицов произгюдится при помощи вращающейся натянутой проволоки. Проволока входит в щлицы оправки, получающей поступательное движение.
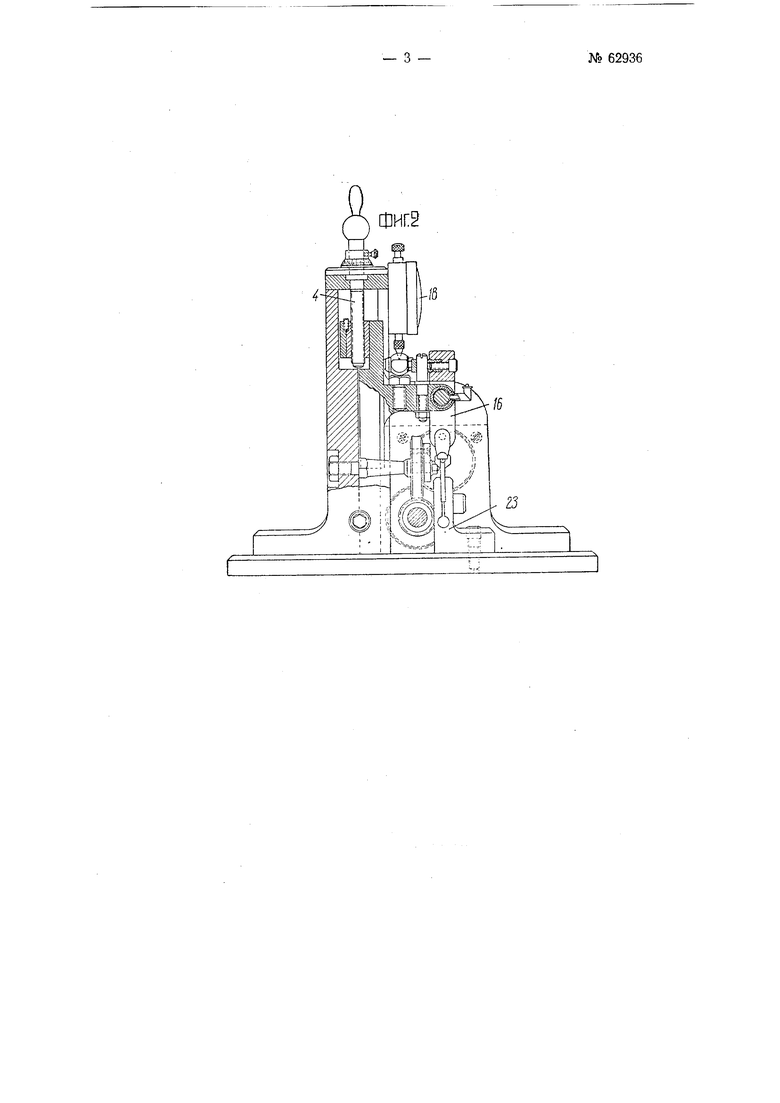
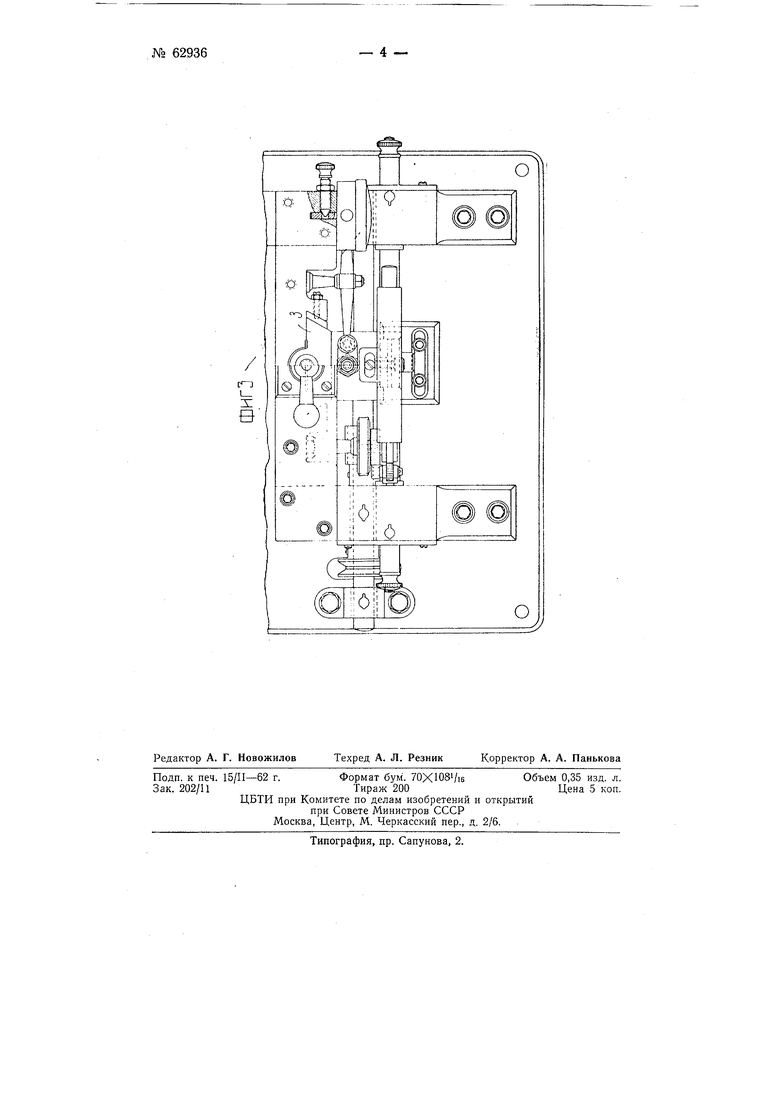
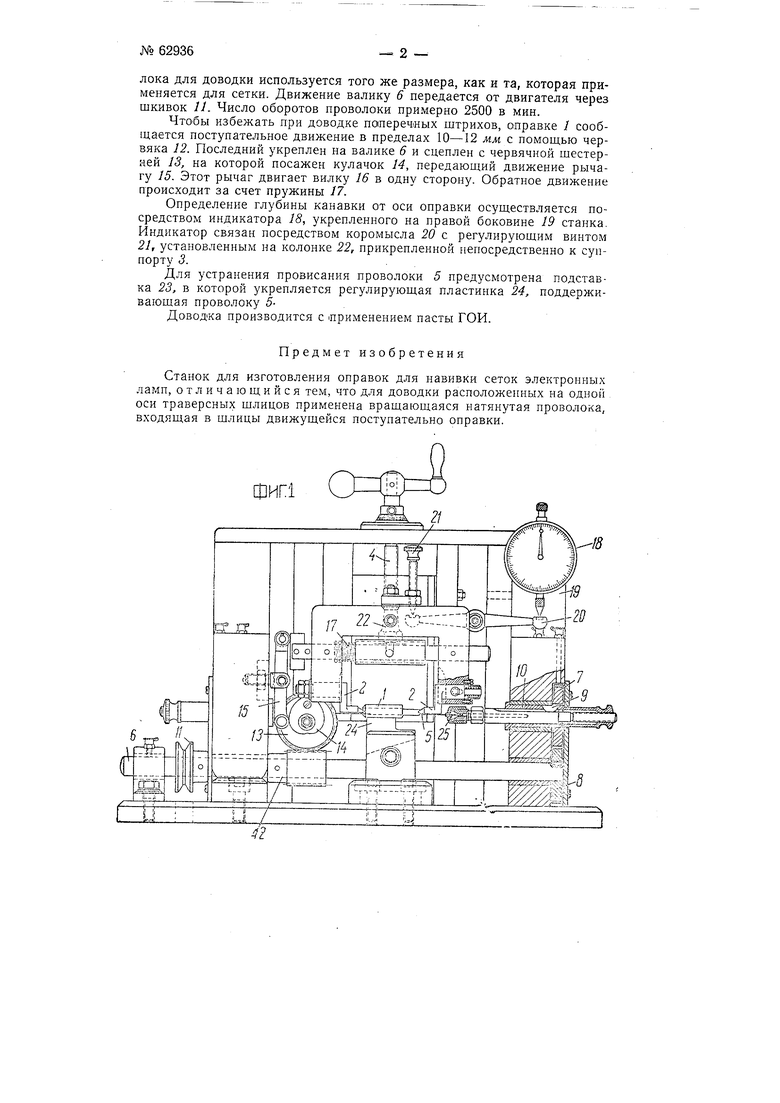
На фиг. 1, 2 и 3 предлагаемый станок показан в трех проекциях.
Оправка 1 устанавливается в центрах 2 и суппортом 5 посредством винта 4 подводится к проволоке 5. Последняя получает вращение от приводного валика 6 и передачи 7 и 5. Шестерни этой передачи соединены щпонками 9 с вращающимися втулками 10 и цангами 25. ПровоjYo 62936-. 2 -
лока для доводки используется того же размера, как и та, которая применяется для сетки. Движение валику 6 передается от двигателя через шкивок 11. Число оборотов проволоки примерно 2500 в мин.
Чтобы избежать при доводке поперечных штрихов, оправке / сообщается поступательное движение в пределах 10-12 мм с помощью червяка J2. Последний укреплен на валике 6 и сцеплен с червячной щестерней 13, на которой посажен кулачок 14, передающий движение рычагу 15. Этот рычаг двигает вилку 16 в одну сторону. Обратное движение происходит за счет пружины 17.
Определение глубины канавки от оси оправки осуществляется посредством индикатора 18, укрепленного на правой боковине 19 станка. Индикатор связан посредством коромысла 20 с регулирующим винтом 21, установленным на колонке 22, прикрепленной Е1епосредственно к суппорту 3.
Для устранения провисания проволоки 5 предусмотрена подставка 23, в которой укрепляется регулирующая пластинка 24, поддерживающая проволоку 5Доводка производится с применением пасты ГОИ.
Предмет изобретения
Станок для изготовления оправок для навивки сеток электронных лаип, отличающийся тем, что для доводки расположенных на одной оси траверсных щлицов применена вращающаяся натянутая проволока, входящая в щлицы движущейся поступательно оправки.
ШИП
ФИГЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Станок для полуавтоматической обработки ювелирных камней | 1958 |
|
SU123425A2 |
| Станок для обработки резьб и шлицев переменного шага | 1980 |
|
SU931338A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ СТЕРЖНЕЙ СЕТКИ | 2007 |
|
RU2440208C2 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРАВЕРСНЫХ СЕТОК С ПОЯСКАМИ ЖЕСТКОСТИ ИЗ ПЛЮЩЕНКИ | 1969 |
|
SU234530A1 |
| Станок для обработки резьб и шлицев переменного шага | 1981 |
|
SU992143A2 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| Станок для изготовления элемента арматурного каркаса заданного профиля | 2024 |
|
RU2834799C1 |
| Станок для ремонта ступицы с фланцем | 1985 |
|
SU1316779A1 |