управляющую включением сварочного тока блока 17.
Работа устройства осуществляется с.ледующим образом.
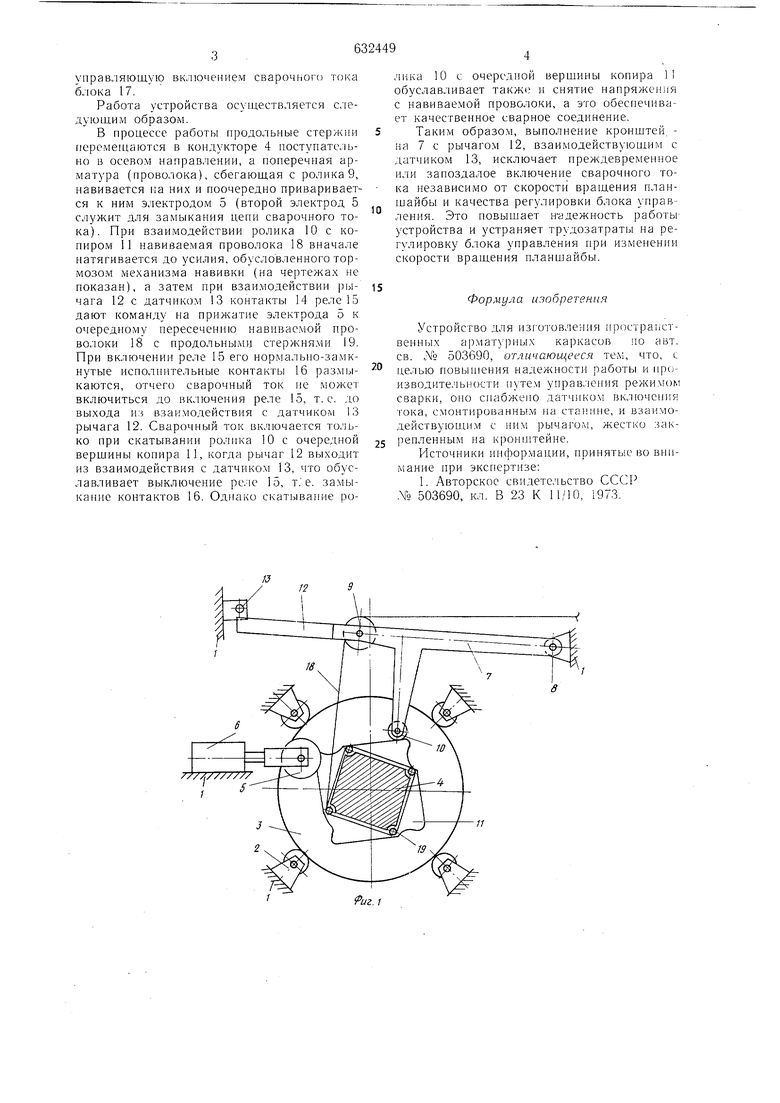
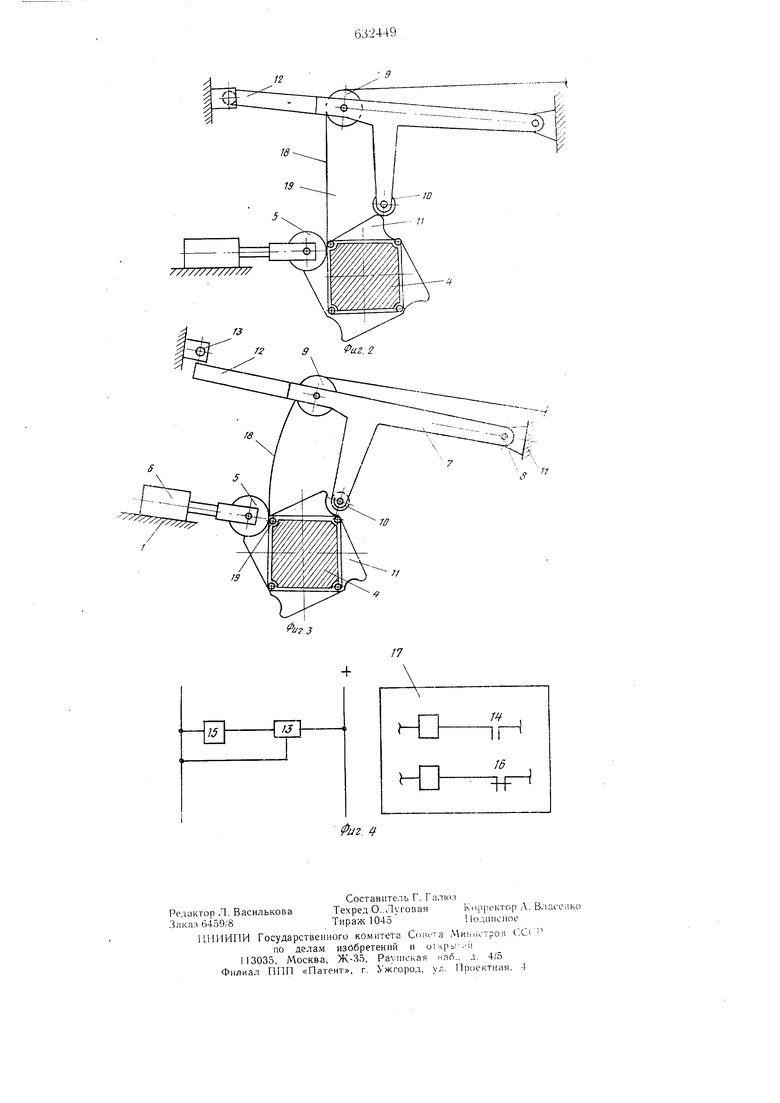
В процессе работы продольпые стер/кии перемещаются в кондукторе 4 поступательно в осево.м направленип, а поперечпая арматура (проволока), сбегающая с ролика 9, навивается на них и поочередно приваривается к ним электродом 5 (второй электрод 5 служит для замыкания цепи сварочного тока). При взаимодействии ролика 10 с копиром 11 навиваемая проволока 18 вначале натягивается до усилия, обусловленного тормозом механизма навивки (на чертежах не показан), а затем при взаи.модействии рычага 12 с датчиком 13 контакты 14 реле 15 дают команду на прижатие электрода 5 к очередному пересечению навиваемой проволоки 18 с продольными стержнями 19. При включении реле 15 его нормально-замкнутые исполнительные контакты 16 размыкаются, отчего сварочный ток пе может включиться до включения реле 15, т. е. до выхода пз взаимодействия с датчиком 13 рычага 12. Сварочный ток включается только при скатывании ролика 10 с очередной верщины копира 11, когда рычаг 12 выходит из взаимодействия с датчиком 13, что обуславливает выключение реле 15, т; е. замыкание контактов 16. Однако скатывание ролика 10 с очередной вершины копира 11 обуславливает также и снятие напряжения с навивае.1ой проволоки, а это обеспечивает качественное сварное соединение.
Таким образом, выполнение кронгптей на 7 с рычагом 12, взаимодействуюн1им с датчиком 13, исключает преждевременное или запоздалое включение сварочного тока независимо от скорости вращения планщайбы и качества регулировки блока управ ления. Это повышает надежность работьг устройства и устраняет трудозатраты на регулировку блока управления при изменении скорости вращения планшайбы.
Формула изобретения
Устройство для изготовления иростраиственньгх а)матурных каркасов но авт. св. № 503690, отличающееся те.м, что, с целью повьпнения надежности работы и производительности путем управления режимом сварки, оно спабжепо .датчиком вкл1очен1 я тока, смонтированныл- на стар.нне, и взаимо.действующим с ним рычагом, жестко закрепленным на кронн1тейне.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР .Vo 503690, кл. В 23 К , 1973.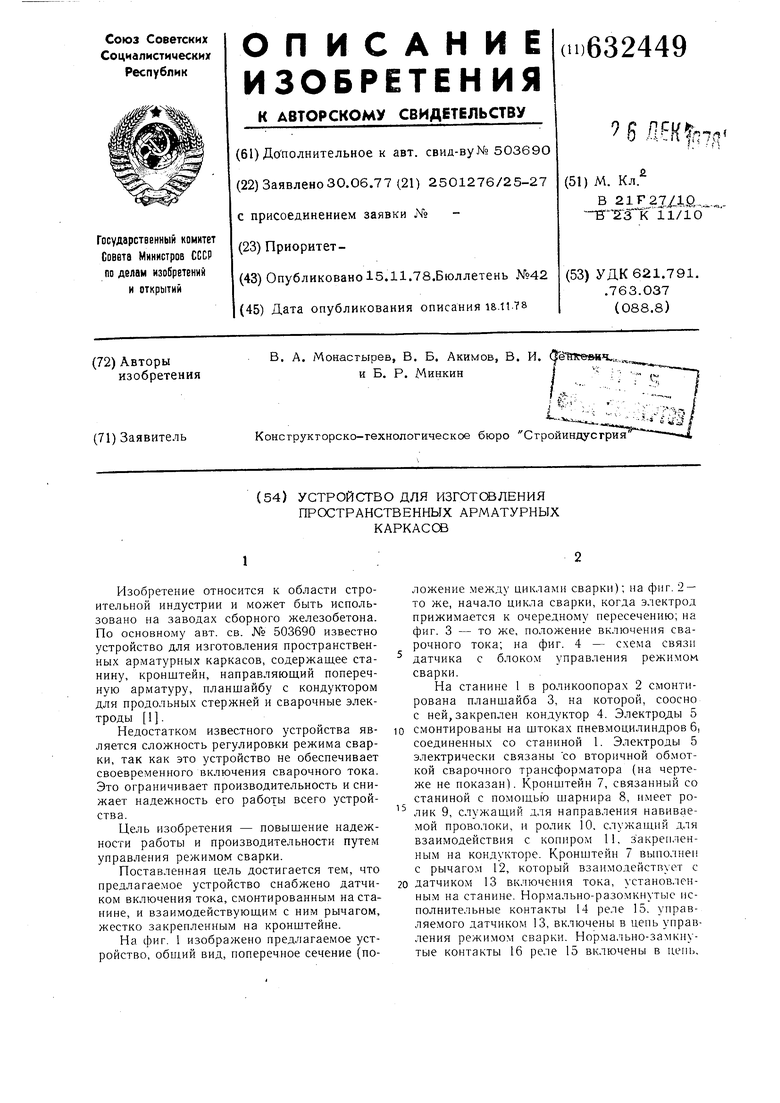
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1722731A1 |
| Устройство для сварки оплавлением | 1986 |
|
SU1493427A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |
| Устройство для автоматической многопроходной сварки кольцевых швов | 1972 |
|
SU438505A1 |
| Устройство для подачи проволок в сварочную машину | 1988 |
|
SU1540909A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Машина для автоматической стыковой сварки | 1950 |
|
SU93589A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1207680A1 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
13
77
14
