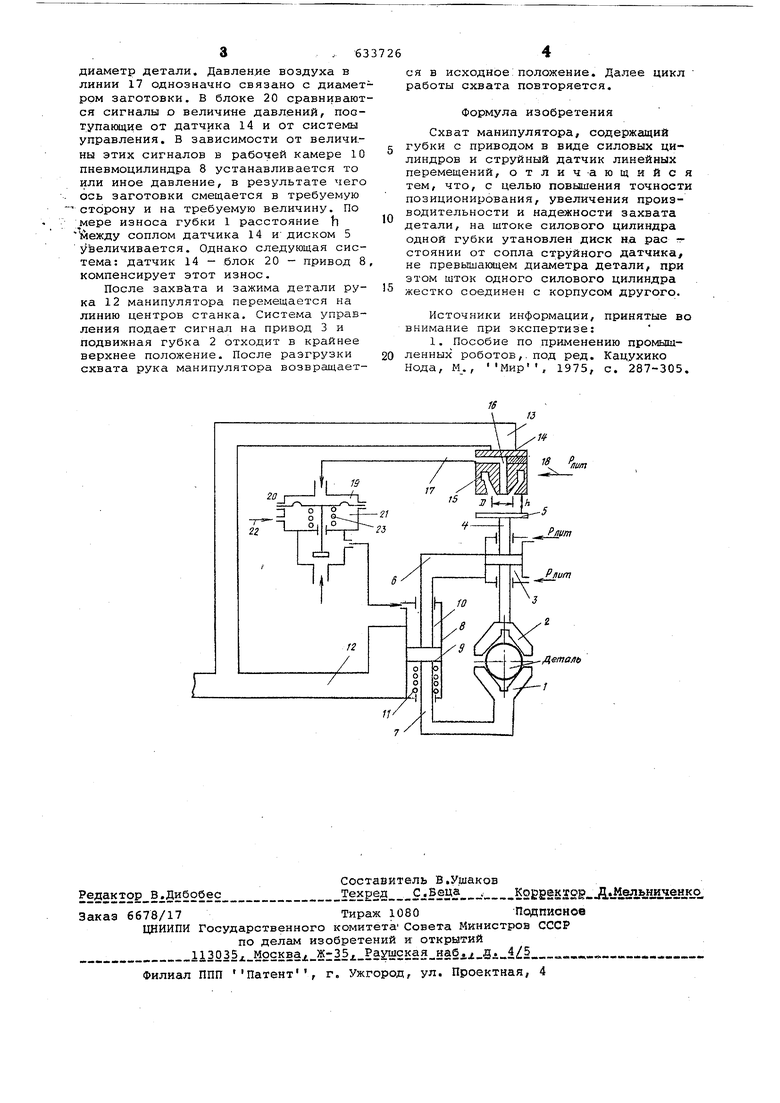
Изобретение относится к машиностро ению и может быть использовано в промышленных роботах. Известны схваты промышленных роботов, содержащие губки с приводом :в виде силовых цилиндров и датчики перемещения l . Такие схваты не позволяют корректи ровать положение оси детали при износе губок или при изменении диаметра детали, что снижает точность позиционирования, производительность и надежность захвата детали. Цель изобретения - повышение точности позиционирования, увеличение производительности и надежности схват детали. Для этого в предлагаемом охвате н штоке силового цилиндра одной губки установлен диск на расстоянии от соп- ла струйного датчика, не превышающем диаметра детали, при этом шток одного силового цилиндра жестко соединен с корпусом другого. На чертеже дана схема описываемог схвата. Схват содержит неподвижную 1 и по вижную 2 губки. Подвижная губка 2 приводится в движение поршневым приводом 3, к :птоку 4 которого жестко крепится диск 5. Неподвижная губка 1. и .привод 3 с помощью скобы б крепятся к штоку 7 поршневого привода 8. Последний содержит поршень 9, рабочую камеру 10 и пружину 11. Привод 8 жестко прикреплен к руке 12 манипулятора. К руке 12 прикреплен кронштейн 13, к концу которого крепится струйный датчик 14 для измарения линейных раэ.меров. Датчик 14 содержит полость 15. питания, канал 16 выходного сигнала с пневмолинией 17, канал 18 питания. ; Канал 16 пневмолинии 17 соединен с полостью 19 блока 20 сравнения. В полость 21 блока 20 сравнения по пневмолинии 22 поступает сигнал от блока управления (на чертеже не показан) . В полости 21 расположена пружина 23, которая обеспечивает при отсутствии сигнала от блока управления крайнее нижнее положение подвижной части схвата. Рука 12 манипулятора перемещается в зону загрузки, при. этом подвижная губка 2 находится в крайкем верхнем положении, после того, как ось схвата совместится с осью заготовки подвижная губка 2 перемещается вниз до упора и происходит зажим детали. С , : помсйдью струйного 14 лзмеряют диаметр детали. Давление воздуха в линии 17 однозначно связано с диамет ром заготовки. В блоке 20 сравнивают ся сигналы о величине давлений, поступающие от датчика 14 и от системы управления. В зависимости от величины этих сигналов в рабочей камере 10 пневмоцилиндра 8 устанавливается то или иное давление, в результате чего ось заготовки смещается в требуемую сторону и на требуемую величину. По jviepe износа губки 1 расстояние h йежду соплом датчика 14 и диском 5 увеличивается. Однако следующая система: датчик 14 - блок 20 - привод 8 компенсирует этот износ. После захвата и зажима детали рука 12 манипулятора перемещается на линию центров станка. Система управления подает сигнал на привод 3 и подвижная губка 2 отходит в крайнее верхнее положение. После разгрузки охвата рука манипулятора возвращает63ся в исходное;положение. Далее цикл работы охвата повторяется. Формула изобретения Схват манипулятора, содержащий губки с приводом в виде силовых цилиндров и струйный датчик линейных перемещений, отлич-ающийся тем, что, с целью повышения точности позиционирования, увеличения производительности и надежности захвата детали, на штоке силового цилиндра одной губки утановлен диск на рас гстоянии от сопла струйного датчика/ не превышаюцем диаметра детали, при этом шток одного силового цилиндра жестко соединен с корпусом другого. Источники информации, принятые во внимание при экспертизе: 1. Пособие по применению промышленных роботов,, под ред. Кацухико Нода, М., Мир, 1975, с. 287-305.
| название | год | авторы | номер документа |
|---|---|---|---|
| Схват манипулятора | 1987 |
|
SU1537522A1 |
| Рука манипулятора | 1981 |
|
SU1007961A1 |
| Схват | 1987 |
|
SU1407796A1 |
| Рука манипулятора | 1979 |
|
SU841963A1 |
| Схват манипулятора | 1980 |
|
SU965765A1 |
| Рука промышленного робота | 1979 |
|
SU837848A1 |
| Схват робота | 1990 |
|
SU1761463A1 |
| Адаптивный схват промышленного робота | 1979 |
|
SU872255A1 |
| Групповой схват промышленного робота | 1981 |
|
SU975389A1 |
| Запястье манипулятора | 1985 |
|
SU1303405A1 |
