В реактор, ср1абженный мешалкой и обогревом, загрлжают жирнокислошые отходь процесса переработки касторового масла (ОПСК), нагревают до 110° С, затехдобавляют глицерин из расчета 10% от веса ОПСК и серную кислоту в качестве катализатора в количестве 0,2-0,25% от веса глицерииа. Температуру реа1 ционной массы доводят до 135-140° С н выдерживают при этой температуре 3-4 ч. Конец реакции оиределяют по значению кислогного числа, которое должно быть в пределах 50-70 .Не кон/г. В нолучеиные глицериновые эфиры при интенсивном неремешнванни маленькими иорциямп добавляют триполпфосфат натрия. После добавления требуемого ио расчету трнполпфос(|)ата натрия обогрев выключают, темиературу смеси снижают до 80° С, затем прибавляют .хлорированный парафин. Тальк вводят при тигательном перемешивани.и, маленькими порциями и при температуре не ниже 60-70° С. Готовую смазку выгружают в подготовленные емкости при температуре не ннже 50° С.
Полученная смазка представляет собой высоковязкую масс темнокоричневого цвета.
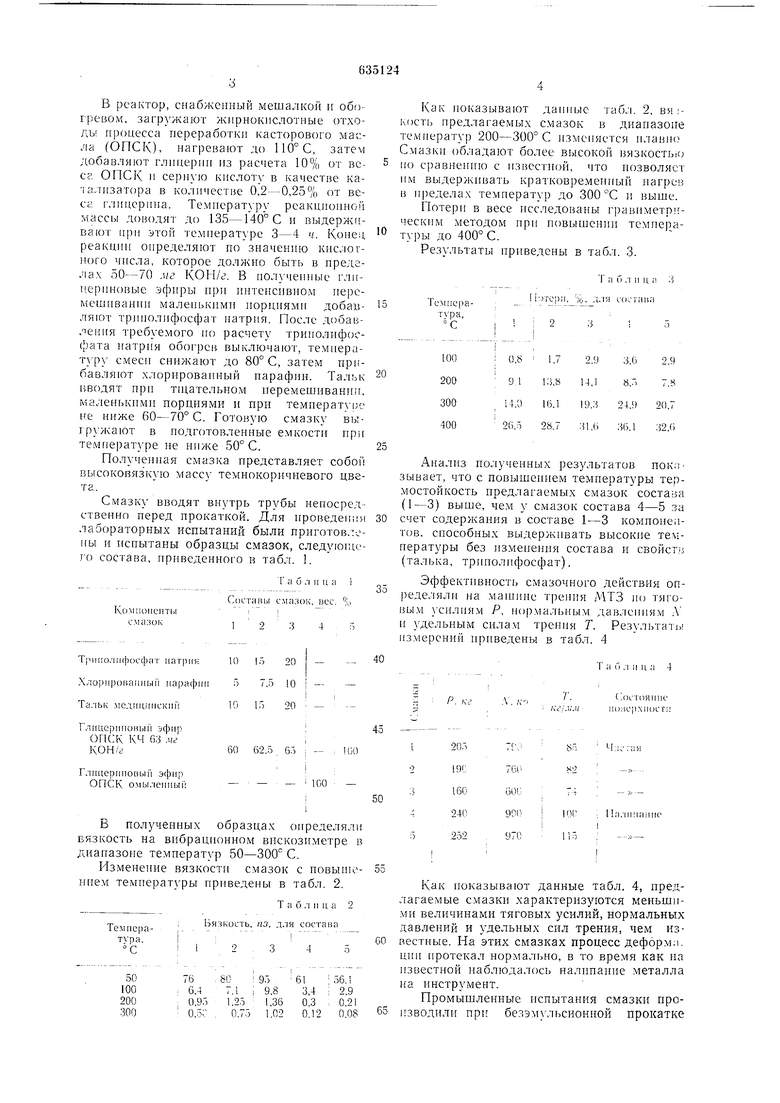
Смазку вводят внутрь трубы непосредствеиио перед прокаткой. Для проведения лабораторных испытаний были приготовлоны и испытаны образцы смазок, следующего состава, приведенного в табл. 1.
1 а б .1 и ц а 1 Составы с.мазок, вес. ij
Компоненты сма.чок
1
.ч1|ф()сф;г1 натрпн10 15 2С
Хлорнроваиньп парафин 5 7.5 10 i - Та.чьк ме.чпдинекнГ 10 15 20 -
Глпцерпнокьп эфир ОПСК КЧ 63 мг
Глицерниовый эфнр ОПСК омы.чениьп ; В полученных образцах определяли вязкость на вибрационном вискозиметре в диапазоне температур 50-300° С. Изменение вязкости смазок с новьииением температуры ириведеиы в табл. 2. Т а б л л ц а 2 Вязкость, пз, д.1я состава Темисра56.
4
Как показывают данные табл. 2, вязкость иредлагаемых смазок в диапазоне температур 200-300°С измеияется нлавно Смазки обладают более высокой вязкостью но сравнению с известной, что нозволяст им выдерживать кратковременный нагрев в нределах темнератур до 300 °С и выше.
Потертг в весе исследованы гравиметрическим методом при повышении темиературы до 400° С.
Результаты ириведепы в табл. 3.
19.3 24.9 20.7
2G.1 28.7 31.6 30.1
32.(i
Анализ получепных результатов показывает, что с повышеппем температуры тер.мостойкость предлагаемых смазок состава (1-3) выше, чем у смазок состава 4-5 за счет содержания в составе 1-3 компонентов, способных выдерживать высокие темнературы без измеиення состава и свойств (талька, трнполифосфат).
Эффективность смазочного действия оиреде.тялн на .машине трения МТЗ но тягоBbi.vi усилня.м Р, нор.мальиым давлениям Л и удельиым силам треиня Т. Результаты из.мерений нриведены в табл. 4
45 2.9 0.21 008 Как иоказывают данные табл. 4, пре.алагаемые смазки характеризуются меньшн.ми величинами тяговых усилий, нормальных давлений и удельных сил трения, чем известные. На этих смазках процесс деформ.-к ции протекал нормально, в то время как на известной наблюдалось налнпапие металла на инструмент. Промышленные испытания смазки про1 зводили при безэм тьсиои 1ой прокатке
труо пз высоколегированных марок сталей и труд 1одеф()рмир емых сплавов по .мариг
pyTa:vi:
20X2 25X2
Прокатка труб на предлагаемой смазке прошла успешно, без налппання, в то время как на смазках 4 и 5 сход трубы с оправки затруднен вследствие налннания металла на инструмент.
Таким образом, примененне предлагаемой смазкн нозволяет осуп1,ествить безэмульсионную прокатку труб из трудподофо 1мнруемых сплавов п нержавеющих сталей на станках ХПТ. Прнменение безэмульeiiOHHoii нрокаткп дает возможность повысить производительность оборудования пе менее чем на 10%.
Ф о р м :i а изобретения
Смазка для холодной обработки металлов давлением на основе продукта этерпфпкации жнрных кислот глннерннг)М до ки; лотного чис.ча 50-70 мг отлич;;к) П1 а я с я тем, что, с целью иовьинениц тер.М()Стаби,1Ы10сти и качества обрабатываемой ионерхности, смазка дополнпте.мьно содержит триио;п1фоес|ат натрия, x,TOpn)OBaiiный иарафнн и тальк следукнием содержанни KOMIKJHCHTOB, вес.
Триио.чифосфат иа|-рия10-20
.Х.юрированиьп нарафии5 -10
Тальк10-20 Продукт :)те11нф11каинн жирных кислот |-лнперпноУ: До к11е.тотно1- 1 числа
50-70 мг KOn.vДо 100
IcTOMHiiKii информации,
п|И1 пятые со внимание ири уксиертизе:
кии я. Н., 1.1таи1 ко В. П. Химическая и э,тектр()химическая o6pa6oTKJ ста.н, труб. Л., «Металлургия, 1974.
2. Авторское свидете.чьство СССР 1 410076. кл. С И) .М 5/Т4, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910749A1 |
| Смазка для холодной прокатки | 1980 |
|
SU899640A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU981352A1 |
| Способ получения технологической смазки для холодной обработки металлов давлением | 1981 |
|
SU968060A1 |
| Смазка для холодной обработки металлов давлением | 1974 |
|
SU496298A1 |
| Смазка для волочения металлов | 1977 |
|
SU667587A1 |
| Смазка для холодной обработки металлов давлением | 1983 |
|
SU1168590A1 |
| Смазка для холодной обработки металлов давлением | 1984 |
|
SU1171512A1 |
| Смазка для холодной обработки металлов давлением | 1982 |
|
SU1059000A1 |
| Смазка для холодной обработки металлов давлением | 1988 |
|
SU1567612A1 |
