Изобретение относится к обработке металлов давлением и может быть использовано для изготовления соединительных нуфт с внутренней резьбой.
Известен способ изготовления труб с внутренними спиральными ребрами, при котором на удерживаемую в осевом направлении оправку со спиральными ребрами насаживают заготовку, которая закреплена в подшипнике и поворачивается в процессе прокатки {1|.
Однако данный способ нельзя использовать для изготовления прокаткой полых изделий со спиральными ребрами на вкутренией поверхности, наружная поверхность которых не является цилиндрической, так как при прокатке последних недопустимо их (вращение, из-за которого их внешние очертания нарушаются.
Известен также способ изготовления прокаткой полых изделий со спиральными ребрами, при котором нагретую заготовку прокатывают на профилированной вращающей-, ся оправке (2).
Однако этим способом невозможно получить изделия, наружная поверхность которых не является цилиндрической.
Для расширения сортамента изготавливаемых изделий заготовку нагревают дО темлературы 1200- 250С с выдержкой заготовки при указанной температуре 10-15 мин, а перед прокаткой оправку душирук)Т технологической смазкой, сообщая ей в процессе прокатки возвратно-поступательное движение вдоль своей оси.
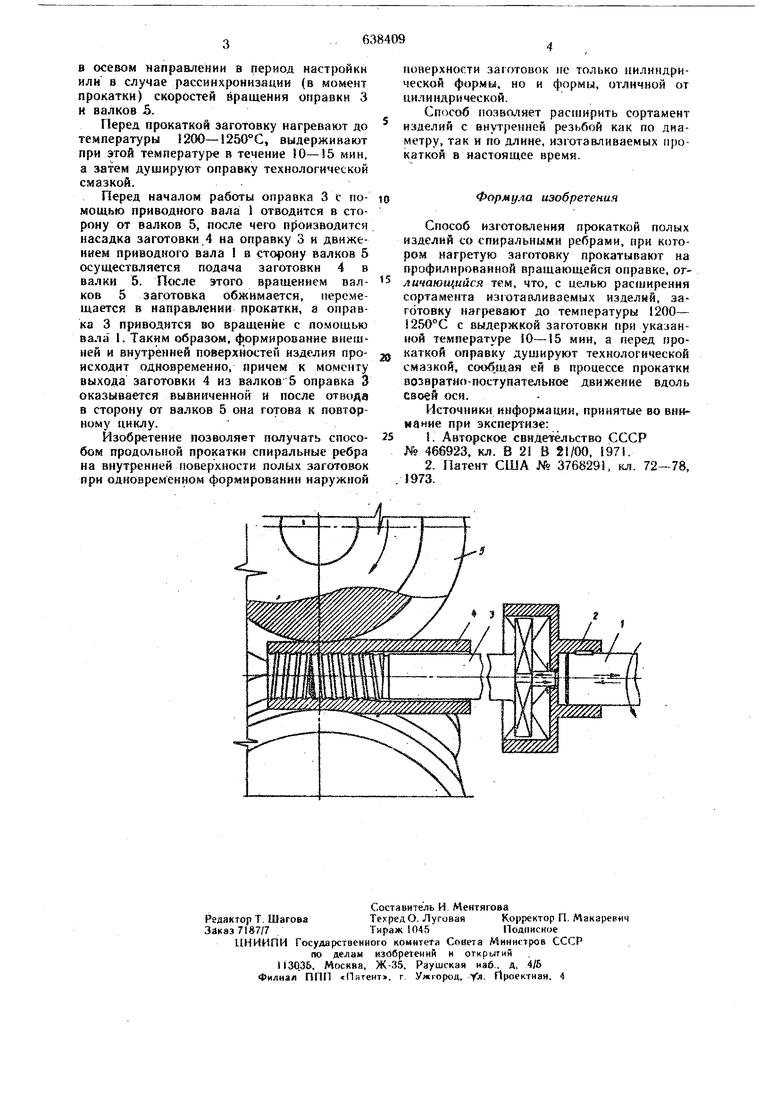
На чертеже изображено устройство для осуществления предлагаемого способа, общий вид.:
Оно имеет жестко закрепленную на приводном валу I муфту 2, внутренняя поверхность которой выполнена в виде квадратного паза, контактирующего с соответствующей пазу по размерам rf форме хвостовой частью оправки 3. Заготовка - стальной патрубок обозначена позицией 4, валки трехвалкового калибра имеют позицию 5. На переднем Конце оправки 3 нанесены спиральные ребра, причем длина участка с ребрами равна длине фактического очага деформации и составляет -§ + мм, где D - диаметр валка. Глубина паза муфты 2 равна длине фактического очага деформации, что позволяет перемещать оправку 3
в осевом направлении в период настройки илн в случае рассинхронкзации (в момент прокатки) скоростей вращения оправки 3 к валков 5.
Перед прокаткой заготовку нагревают до температуры 1200-1250°С, выдерживают при этой температуре в течение 0-15 мин, а аатем душируют оправку технологической смазкой.
Перед началом работы оправка 3 с помощью приводного вала 1 отводится в сторону от валков 5, после чего производится насадка заготовки 4 на оправку 3 и движением приводного вала в сторону валков 5 осуществляется подача заготовки 4 в валки 5. После этого вращением валков 5 заготовка обжимается, перемещается в направлении прокатки, а оправка 3 приводится во вращение с помощью вала 1. Таким образом, 1 ормирование внешней и внутренней поверхностен изделия происходит одновременно, причем к моменту выхода заготовки 4 из валков 5 оправка 3 оказываегся вывинченной и после отвода в сторону от валков 5 она готова к повторному циклу.
Изобретение позволяет получать способом продольной прокатки спиральные ребра на внутренней поверхности лолЫх заготовок при одновременном формировании наружной
aoRepxHOCTH заготовок ие только цилиндрической формы, но и формы, отличной от цилиндрической.
Способ позватяет расширить сортамент изделий с внутренней резьбой как по диаметру, так и по длине, изготавливаемых прокаткой в настоящее время.
Формула изобретения
Способ изготовления прокаткой полых изделий со спиральными ребрами, при котором нагретую заготовку прокатывают на профилированной вращающейся оправке, огкачающийся тем, что, с целью расширения сортамента изготавливаемых изделий, заготовку нагревают до температуры 1200- i250°C с выдержкой заготовки пря указанной температуре Ю-15 мин, а перед прокаткой оправку душируют технологической смазкой, ей в процессе прокатки возвратно-гюступательное движение вдоль своей оси.
Источники информации, принятые во внимание при экспертизе: I. Авторское свидетгёльство СССР № 466923, кл. В 21 В 21/00, 19.
2. Патент США № 3768291, кл. 72-78, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий с внутренними спиральными ребрами | 1990 |
|
SU1784385A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| Способ изготовления прокаткойпОлыХ издЕлий CO СпиРАльНыМиРЕбРАМи | 1978 |
|
SU833343A2 |
| Стан для прокатки изделий с внут-РЕННЕй РЕзьбОй | 1978 |
|
SU841743A1 |
| Способ изготовления изделий с внутренними спиральными ребрами | 1988 |
|
SU1588473A1 |
| Способ прокатки изделий с внутренними спиральными ребрами | 1987 |
|
SU1480944A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Способ прокатки изделий с внутренними спиральными ребрами | 1987 |
|
SU1479190A1 |
| Способ прокатки изделий с внут-РЕННиМи СпиРАльНыМи РЕбРАМи | 1978 |
|
SU699733A1 |
| Стан винтовой прокатки | 2020 |
|
RU2764066C2 |
