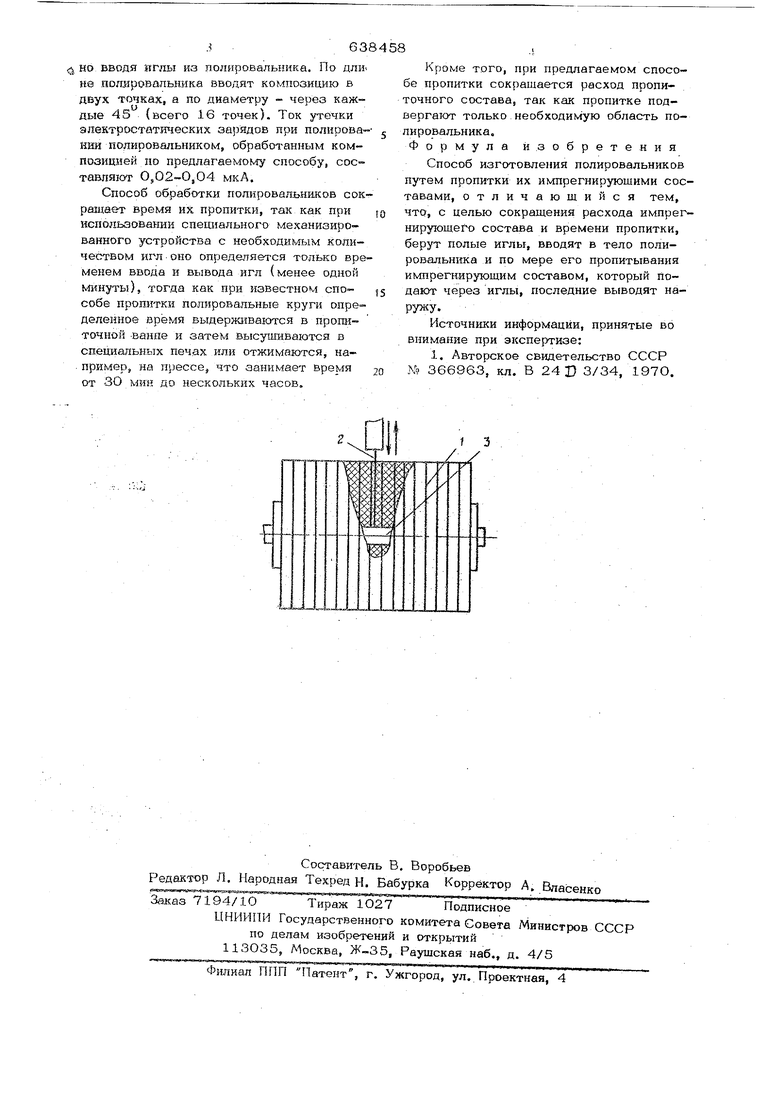
Изобретение относится к производству абразивно-алмазного полировального инструмента и касается пропитки этих инструментов. Известен способ повышения эксплуата ционных свойств абразивного инструмента, заключающийся в его пропитке з специальной среде . При этом способе пропитки полировал ные круги помешают в ванну, где находи ся импрегнируюший раствор, выдерживают их там определенное время, затем вынимают и просушивают. Целью изобретения является сокращение времени пропитки и уменьшение расхода пропиточного состава. Это достигается тем, что процесс npo питки осуществляют впрыскиванием пропиточного состава через полые иглы, торые предварительно вводят в полировальник и затем в процессе впрыскивания noci eneHHD вьшодят их из полироваль ника. Сущность изобретения поясняется схемой устройства, работающего по данному способу. Процесс пропитки происходит следующим образом. В полировальник 1, установленный на полировальном станке, вводят иглы 2 до касания их со ашинделем 3. Затехг впрыскивают пропиточный состав и в процессе впрыскивания постепенно выводят иглы 2 из полировальника 1. В результате в зоне игл полировальник пропитывается в радиальном направлешш от центра, в данном случае от шпинделя 3 до периферии. Изобретение было испытано на экспериментальном пош1ровальном устройстве. Полировальник этого устройства собран на валу из пяти текстильных полировальных кругов толщиной 12-14 мм. Полированию подвергают обрезки мебельных шитов, покрытых полиэфирным лаком затем вводят иглы с импрегнирующей композицией в полировальник в радиальном направлении до касания их с валом и начинают впрыскивать композицию, постепен3 63 4 но вводя иглы КЗ полировальника. По длине иолнровапышка вводят композицию в двух точках, а по диаметру - через каждые 45 (всего 16 точек). Ток утечки апектростат1тческих зарядов при полироваНИИ полировальником, обработанным композицией по предлагаемому способу, составляют 0,02-0,04 мкА. Способ обработки полировальников сок ращает время их пропитки, так как при использовании спещ1ального механизированного устройства с необходимым количеством иглоно определяется только вре менем ввода и вывода игл (менее одной минуты), тогда как при известном способе пропитки полировальные круги определенное время выдерживаются в пропиточной -ванне и затем высушиваются в специальных печах или отжимаются, например, на прессе, что занимает время от -ЗО мин до нескольких часов. Кроме того, при предлагаемом способе пропитки сокращается расход пропиточного состава, так как пропитке подвергают только необходимую область полировальника. Формула изобретения Способ изготовления полировальников путем пропитки их импрегнируюшими составами, отличающийся тем, что, с целью сокращения расхода импрегнирующего состава и времени пропитки, берут полые иглы, вводят в тело полировальника и по мере его пропитывания импрегнирующим составом, который Подают через иглы, последние выводят нар-рку. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР й 366963, кл. В 24 D 3/34, 197О.
-Е
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полировального инструмента | 1989 |
|
SU1689054A1 |
| Способ изготовления полировального круга | 1989 |
|
SU1703432A1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 2008 |
|
RU2394050C2 |
| Способ изготовления абразивного инструмента | 1985 |
|
SU1284812A1 |
| Состав для подложки полировального инструмента | 1990 |
|
SU1835422A1 |
| СОСТАВ ДЛЯ ПОЛИРОВАЛЬНИКА | 1992 |
|
RU2041891C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА | 1992 |
|
RU2022767C1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1315271A1 |
| ПОЛИРОВАЛЬНАЯ ПОДУШКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ, А ТАКЖЕ СПОСОБ ПОЛУЧЕНИЯ ПОЛИРОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2736460C2 |
| Состав для пропитки абразивного инструмента на керамической связке | 1989 |
|
SU1701503A1 |
