(54) УСТРОЙСТВО ДЛЯ ФОРМОВКИ СПИРАЛЬНОиЮВНЫХ ТРУБ
645723
ИТ к искривлешпо сварешюй части труы относительно сформованной части рубной заготовки в сторону подачи по- , ГОСЫ, и, следовательно, к увелтгчешцо нахлестки. А так как в процессе формовки и сварки . величину нахлестки поддерлсйвшот постоянной, то увели ге- ние диаметра трубы приводит к закли- . mjBaiffiuo ее за точкой сварки в поддеривающих полукольцах и нарушению стабильио(„ти процесса.
Цель изобретения повышешге каества сварки путем стабилизации вё ИЧИНЫ нахлестки.
Указажшя цель достигается тем, то внутреняя поверхность подгхерживающих полуколец, установленных со стороны, противоположной стороне задачи полосы, выполнена с радиусом, большим радиуса внутренней поверхности остальных полуколец.
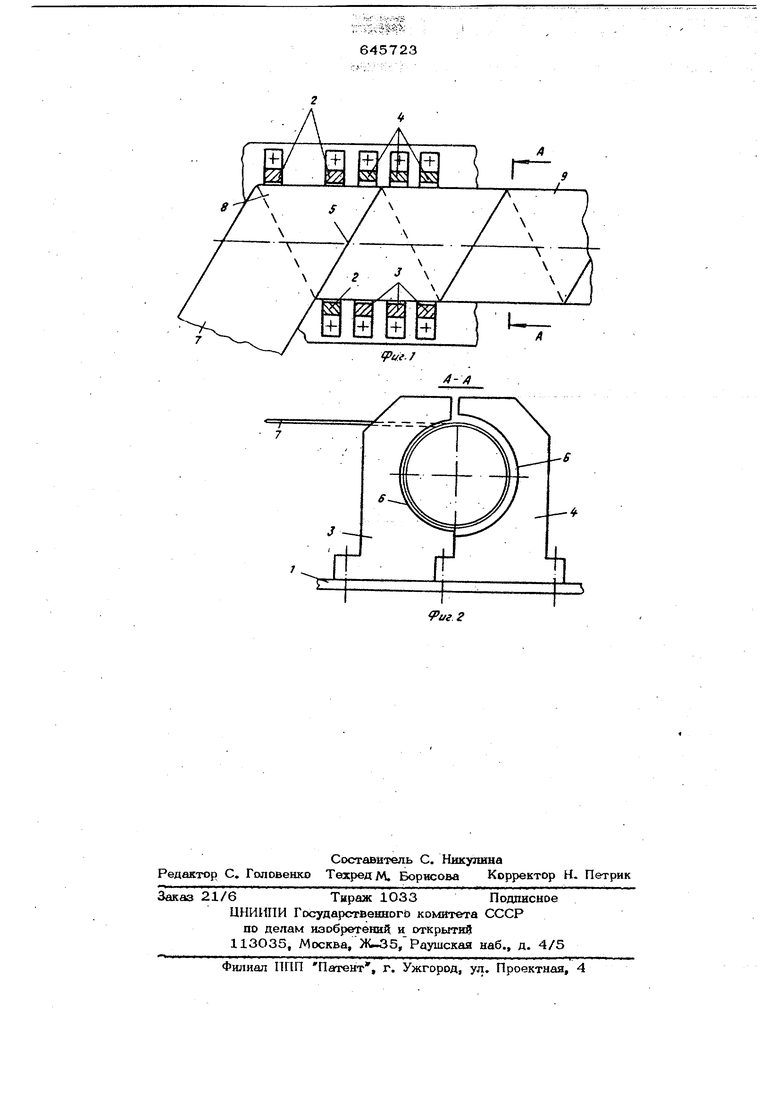
На фиг, 1 изображен общий вид устройства для формовки cпиpaльнoшoйI5JIx труб; на фиг. 2 - реарез А-А фиг. 1.
Устройство дляформовки спиральношовных труб содержит сташшу 1 и . жестко закрепленные на ней формующие полузсольца 2 и поддерживающие полукольца 3 и 4, при этом форкфошйе полукольца размещены перед зоной 5 свар-« ки,;
Каисдое. из формующих и ноддержива5ащих полуколец вьгаолнено в виде массив- ного полукорпуса, вн треняя поверхность которого наплавлена твердосплав1Ш1М материалом 6. Радиус поддерживающих полуколец 4, установленных со стороны, иротивополоясной стороне задачи полосы 7, больше радиуса формующих и поддеряшвающ полуколец, установленных со строны задачи полосы.
Устройство работает следующим об разом,
Полосу 7 задают в устройство под угйом к его продольной оси. При этом формукощие полукольца формуют трубную заготовку 8 заданного диаметра при выбраююй величине нахлестки благодаря тому, что радиус их внутренней поверхнос ти равен задагаюму трубы. В зоне 5 схо оящиеся кромки трубной 3srs товки сваривают. При увеличении ширина полосы (ввиду неточности ее изготовлетш) и поддержавши постоянтюйвеличишл -нахлестки с помощыо одного из нзиестных устройств (на чертежах не пока зако) диаметр образуемой трубы 9 уве- личиаается, 15лагодари тому, что под-
держивающие полукольца 4, установленные со стороны, противоположной стороне за,цачи полосы, имеют радиус больше радиуса формующих полуколец 2 и, следовательно, больще заданного радиуса трубы, они не препятствуют увеличению диаметра трубы в их направле1ШИ. В то же время, так как радиус поддерживающих полуколец 3, установленных со стороны задачи полосы, равен заданному радиусу трубы, эти полукольца будут препятствовать увеличению диаметра трубы в их направлении. Таким образом, получающаяся труба 9 уве личенного радиуса в сравнении с заданным будет отжиматься поддерживающими полукольцами 3 в направлении поддерживающих полуколец 4, что приведет, к некоторому искривлению сваренной части трубы 9 относительно сформрвшшой части трубной заготовки 8. Это искрив- леШ1е будет способствовать уменьшению нахлестки.
При износе поддерживающих и формующих полуколец их наплавляют твердосплавным материалом и затем растачивают.Полукольца выполнены в виде отдельных массивных.полукорпусов, поэтому наплавка их не приводит к короблеюпо. Такие полукольца; можно использовать многократно.
Использование предлагаемого устройства позволит стабилизировать величину нахлестки и повысить качество сварки.
Формула изобретения
Устройство для формовки спиральнощовных труб, свариваемых .Бнахлестку, содержащее жестко укрепленные на станине формующие и поддерживающие полукольца, отличающееся тем, что, с целью повыщения качест ва сварки путем стабилизации величины нахлестки, внутренняя поверхность поддерживающих полуколец, установленных со стороны, противоположной стороне задачи полосы, выполнена с радиусом, болыпим радиуса внутренней поверхности остальных полуколец.
Г,,, . .
Мсточт1ки информации, принятые во BHHMaroie при экспертизе
1.Авторское сввдетельство СССР № 162487, кл. В 21 С 37/12, 1962
2.Патент США Х 3.383.488. кл. 219-62. 1968.
8
fpM.f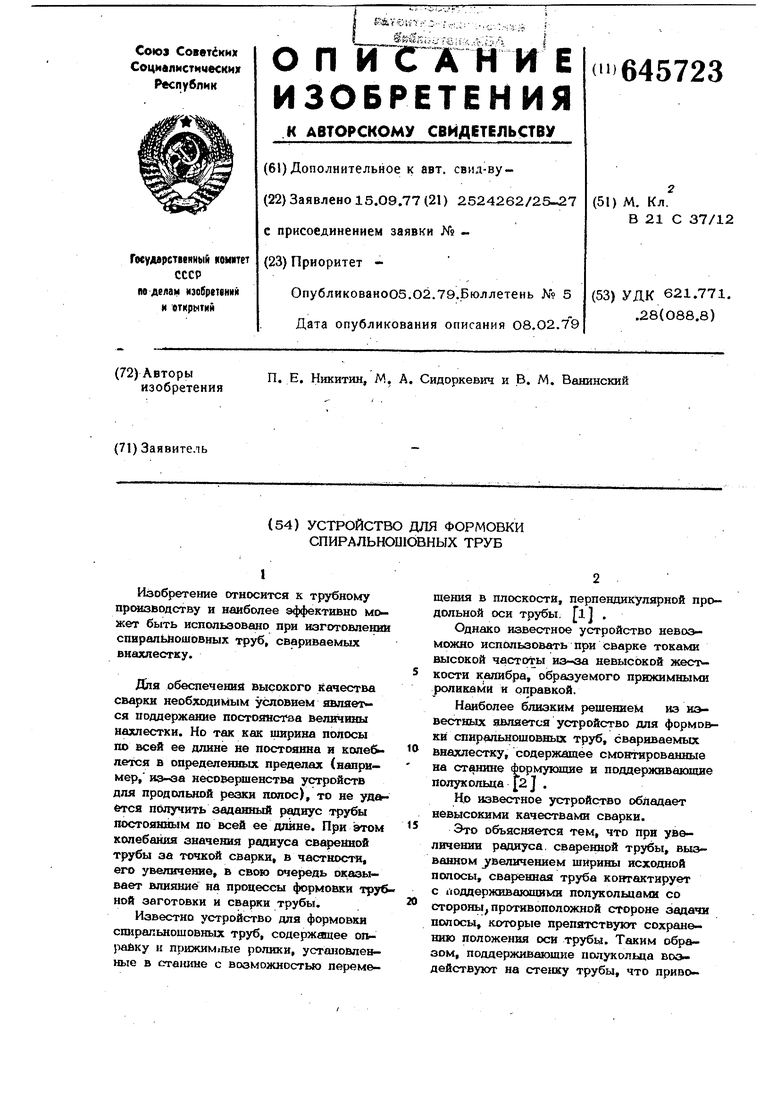
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства спирально-шОВНыХ ТРуб | 1979 |
|
SU806195A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| Устройство для формовки спиральношовных труб | 1984 |
|
SU1139531A1 |
| Устройство для изготовления спиральношовных труб | 1984 |
|
SU1240486A1 |
| Формовочное устройство для изготовления спиральношовных труб | 1980 |
|
SU889185A1 |
| Способ формовки спиральношовных труб | 1982 |
|
SU1103923A1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1988 |
|
SU1574310A1 |
| Способ изготовления спирально-шовных труб | 1986 |
|
SU1389898A1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛЫХ ПРЯМОШОВНЫХ ТРУБ | 2007 |
|
RU2350421C1 |