и 14. На тележках имеются храповые собачки 15, 16 для захвата изделий: три пары установлены на тележке 7 и две пары на тележке 9.
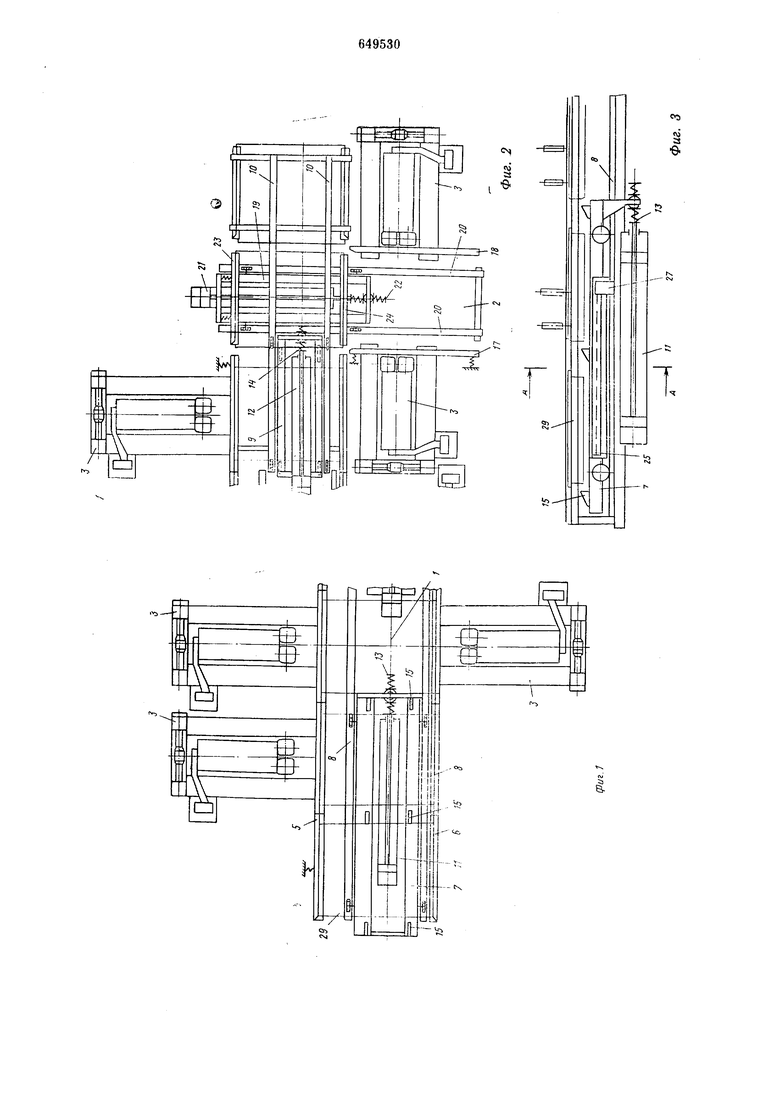
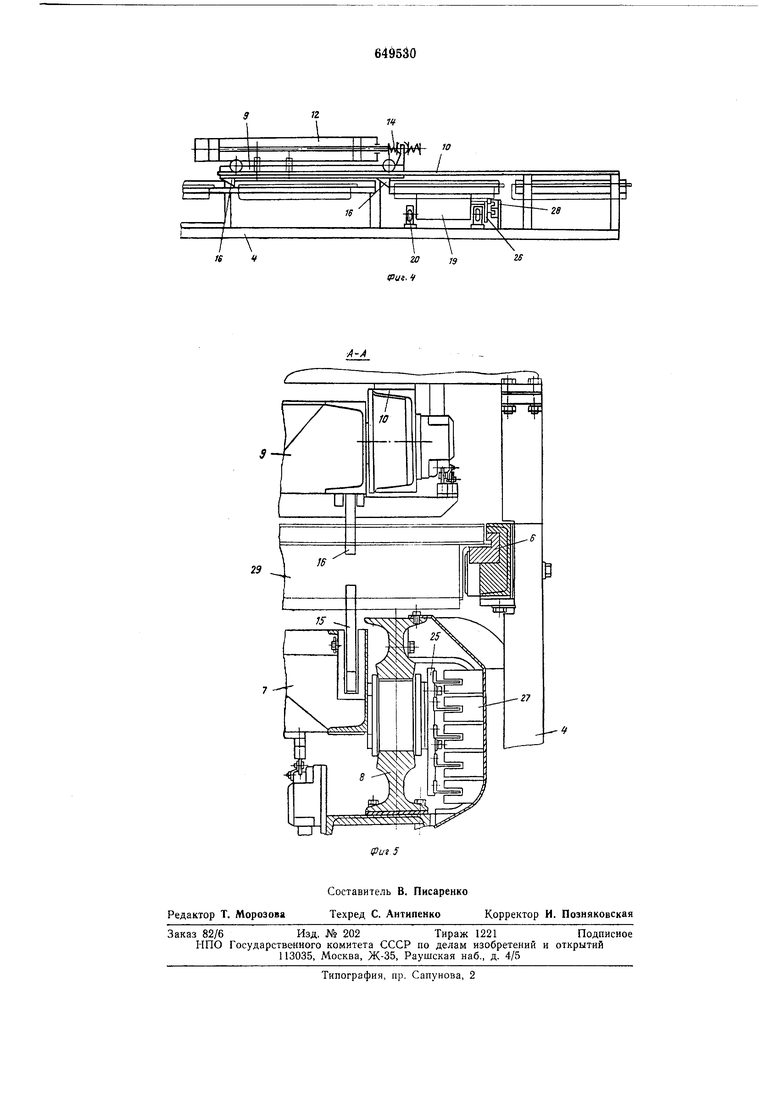
В поперечном транспортере также установлены подпружиненная 17 и жесткая 18 направляющие для изделия. Транспортное средство поперечного транспо-ртера содержит -приводную тележку 19, установленную на направляющих 20 и соединенную с гндроцилиндром 21 через амортизатор 22, и установлено таким об|разом, что тележка 19 имеет возможность заходить в продольный транспортер. На этой тележке закреплены направляющие 23, 24, которые при нахождении, тележки в П1родольном транспортере являются составной частью продольных направляющих 5, 6 для сварлваемого изделия. Одна из направляющих тележки 19 также подпружинена.
На телел ках 7 и 19 крепятся программные линейки 25, 26, а на раме 4 - блоки датчиков 27, 28.
Работает предлагаемая поточная линия В следующей последовательности.
Изделие 29 подается в направляющие 5, 6 продольного транспортера 1, где оно ориентируется относительно осей электродов сварочных мащин 3 для контактной сварки, которые установлены с возможностью перемещения в направлении, перпендикулярном к направлению транспортеров, что позволяет точно устанавливать электроды на ряд свариваемых точек.
При включении поточной линип изделие 29 первой (слева) парой храповых собачек 15 тележки 7 подается на первую позицию сварки, где производится сварка одного продольного ряда точек согласно программе, записанной на линейке 25, которая воздействует на блок бесконтактных датчиков 27. Затем тележка 7 возвращается в исходное Положение, при этом х.раповые собачки 15 проходят под изделием.
При втором ходе тележки 7 первая пара храповых собачек подает новое изделие на сварку на первую позицию, а вторая пара храповых собачек перемещает первое изделие под электроды сварочных мащин на вторую позицию сварки. Здесь происходит сварка двух противоположных рядов точек по программе, записанной на линейке 25. Следующим ходом тележки третьей парой храповых собачек осуществляется ПОдача первого изделия на третью позицию сварки, второго .изделия - па вторую позицию сварки., третьего изделия - на первую
ПОЗИЦИЮ. После окончания цикла сварки по заданной программе во время обратного хода тележки 7 дополнительная тележка 9 подает первое изделие в направляющие 23, 24 тележки 19 поперечного транспортного средства. Во время следующего рабочего хода тележки 7 тележка 19 также совершает рабочий ход, во время которого изделие подается на сварку, сваривается
ПО программе, записанной на линейке 26, и возвращается на продольный транспортер. При обратном ходе тележки 7 дополнительная тележка 9 одной парой храповых собачек передает изделие с тележки 19 на
следующую позицию продольного транспортера, а дрзтой парой храповых собачек перемещает следующее изделие на тележку 19, после чего возвращается в исходное положение.
Таким образом, на предлагаемой поточной линии одновременно находится 6 изделий: одно- на направляющих продольного транспортера, предварительно собранное под сварку; три- на позициях сварки продольного транспортера; одно - на тележке транспортного средства поперечного транспортера и однО - на последней позиции продольного транспортера, которая в данном случае является позицией выдачи
готового изделия.
Формула изобретения
Поточная линия преимущественно для
изготовления торцовых дверей грузовых железнодорожных полувагонов, содержащая мащины для контактной сварки и соединяющие их транспортные средства, выполненные в виде двух установленных перпендикулярно друг к другу продольного и поперечного шагового транспортера, на направляющих которых установлены приводные тележки с храповыми собачками, расположенными в одной плоскости, отл и ч а ю щ а я с я тем, что, с целью повышения производительности путем механизации передачи и-зделия с продольного транспортера на поперечный, продольный транспортер оснащен дополнительной приводной тележкой с храповы.ми собачками, установленной на направляющих, расположенпых над приводной тележкой основного транспортера, при этом тележка поперечного транспортера оснащена направляющими для изделия, закрепленными на верхней плоскости приводной тележки перпендикулярно к ее продольной оси.
3l
xj
N
9
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сварки плоских полотнищ с ребрами жесткости | 1977 |
|
SU662305A1 |
| Поточная линия для сварки изделий в виде тел вращения | 1975 |
|
SU649531A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |
| Поточная линия контактной сварки узлов вагона | 1980 |
|
SU899298A2 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия | 1972 |
|
SU442906A1 |
| Поточно-механизированная сборочнаялиНия | 1978 |
|
SU804548A1 |
| Самоходная многоопорная оросительная машина | 1983 |
|
SU1147292A1 |