1
Изобретение относится к области станкостроения и может быть использовано, преимущественно, в автоматических линиях для обработки.
Известна линия для обработки деталей, состоящая из нескольких однотипных станков, расположенных вдоль конвейера, содержащая накопитель, приемные площадки с датчиками вызова детали, отделенные от конвейера заслонками, поворачиваемыми по сигналу датчика вызова при перемещении детали в секцию соответствующего ей станка, автооператоры загрузки необработанных и выгрузки обработанных деталей.
Загрузка детали в станок линии осуществляется при наличии сигнала датчика вызова на накопитель, выдающий детали поштучно.
Деталь, поступающая на конвейер и перемещаемая им, доходит до станка со свободной приемной площадкой. В это время по сигналу датчика вызова происходит поворот заслонки до положения, при котором деталь свободно проходит на приемную площадку. Далее автооператор устанавливает деталь на конвейер обработки, а обработанную деталь переставляет на конвейер выгрузки.
Наличие двух конвейеров для транспортирования обработанных и необработанных деталей усложняет линию, делает ее более дорогостоящей, увеличивает габариты.
Целью изобретения является упрощение линии путем создания конвейера для одновременного транспортирования необработанных и обработанных деталей. Поставленная цель достигается тем, что линия снабжена датчиком наличия на конвейере необработанной детали и датчиками отключения автооператора предыдущей, причем первый установлен в начале конвейера, а последнпе - в конце каждой секции.
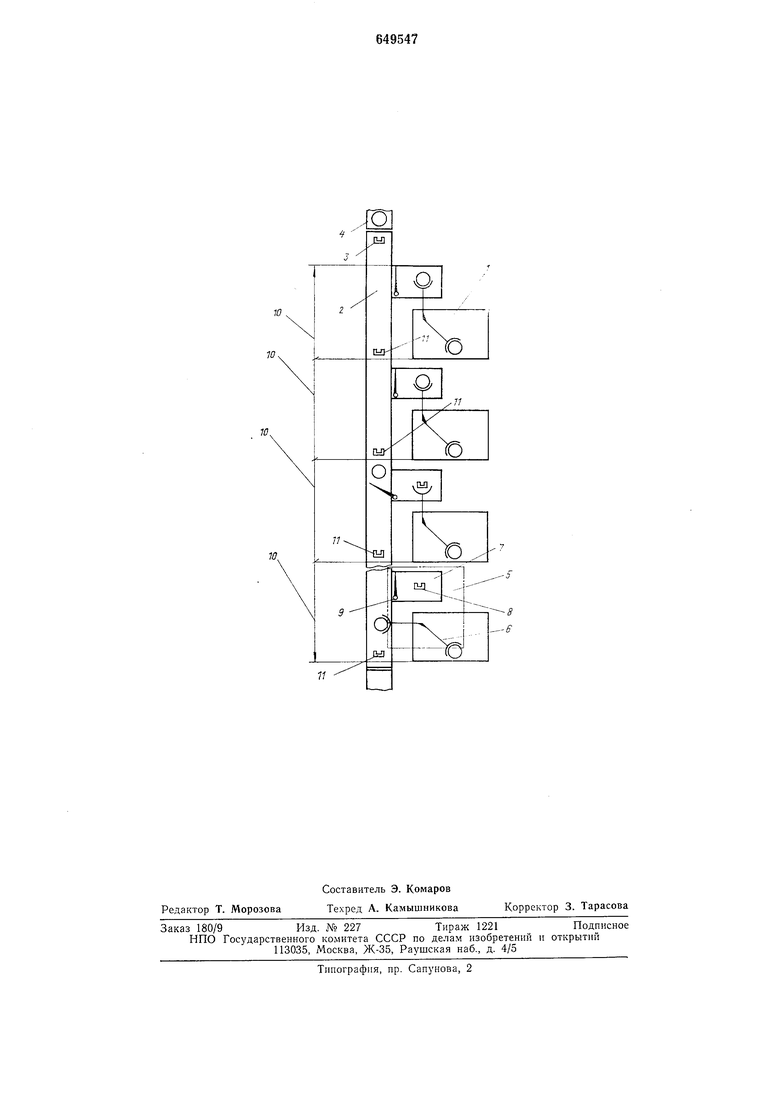
На чертеже изобралсена схематически предлагаемая автоматическая линия.
Линия состоит из однотипных станков 1, расположенных вдоль конвейера 2, в начале которого установлен датчик 3 наличия на конвейере необработанной детали. Перед конвейером установлен накопитель 4.
Каждый станок 1 имеет загрузочное устройство 5, состоящее из двухпозиционного автооператора 6 загрузки необработанных и выгрузки обработанных деталей, приемной плои1адки 7 с датчиком 8 вызова детали, отделенной от конвейера заслонкой 9.
Зона перемещения конвейера 2 соответственно количеству станков разбита на секции 10, в конце которых устаноблены датчики 11 отключения автооператора 6 последующей секции и включения автооператора предыдущей. В схеме управления линией (на чертеже не показано) датчики 8 вызова связаны с накопителем 4 и поворотной заслонкой 9, которая срабатывает в момент, когда деталь приходит в секцию со свободной приемной площадкой 7.
Работа линии осуществляется следующим образом.
По сигналу датчика 8 с накопителя 4 на конвейер 2 подается единичная необработанная деталь. Наличие необработанной детали на конвейере фиксирует датчик 3, который подает сигнал на отключение автооператора 6 первой секции. При переходе детали из первой секции во вторую датчик включает автооператор 6 первой секции и отключает автооператор второй.
Таким образом, в общем случае, перемещаясь в секцию со свободной приемной площадкой 7, необработанная деталь последовательно включает датчики 11 предыдущих секций, работающие по схеме отключение автооператора последующей и включение автооператора предыдущей секции. Как только необработанная деталь попадает в третью секцию, по сигналу датчика 8 вызова поворачивается заслонка 9. Деталь по ней сходит на приемную площадку 7 и попадает на датчик 8, после чего заслонка 9 поворачивается в исходное положение.
Поскольку автооператор 6 секций вкЛю-чается только после прохождения через нее необработанной Детали, она все время идет перед обработанной, снятой со станка автооператором, благодаря чему гарантируется проход на свободную приемную площадку именно необработанной детали.
Обработанная деталь, следующая за необработанной, проследует до конца конвейера, так как датчики И, управляющие автооператором, срабатывают только после включения датчика 3.
Формула изобретения
Автоматическая линия из однотипных станков для обработки деталей, содержащая накопитель, конвейер, зона перемещения которого разделена на секции, в каждой из которых вдоль конвейера установлен станок, имеющий загрузочное устройство, состоящее из автооператора загрузки необработанных и выгрузки обработанных деталей, приемной площадки с датчиком вызова детали, отделенной от конвейера
заслонкой, установленной с возможностью поворота по сигналу датчика вызова при перемещении детали в секцию соответствующего ей станка, отличающаяся тем, что, с целью упрощения линии, она снабжена датчиком наличия на конвейере необработанной детали и датчиками отключения автооператора последующей секции и включения автооператора предыдущей, причем первый установлен в начале конвейера, а последние - в конце каждой секции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНАЛАЖИВАЕМОЕ УСТРОЙСТВО С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ТРАНСПОРТИРОВКИ И ПЕРЕГРУЗКИЗАГОТОВОК | 1969 |
|
SU246290A1 |
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1189659A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1024233A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автоматическая линия для механической обработки деталей | 1981 |
|
SU986731A1 |
| Автоматизированный участок | 1980 |
|
SU917911A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Шаговый конвейер-накопитель | 1985 |
|
SU1313774A1 |