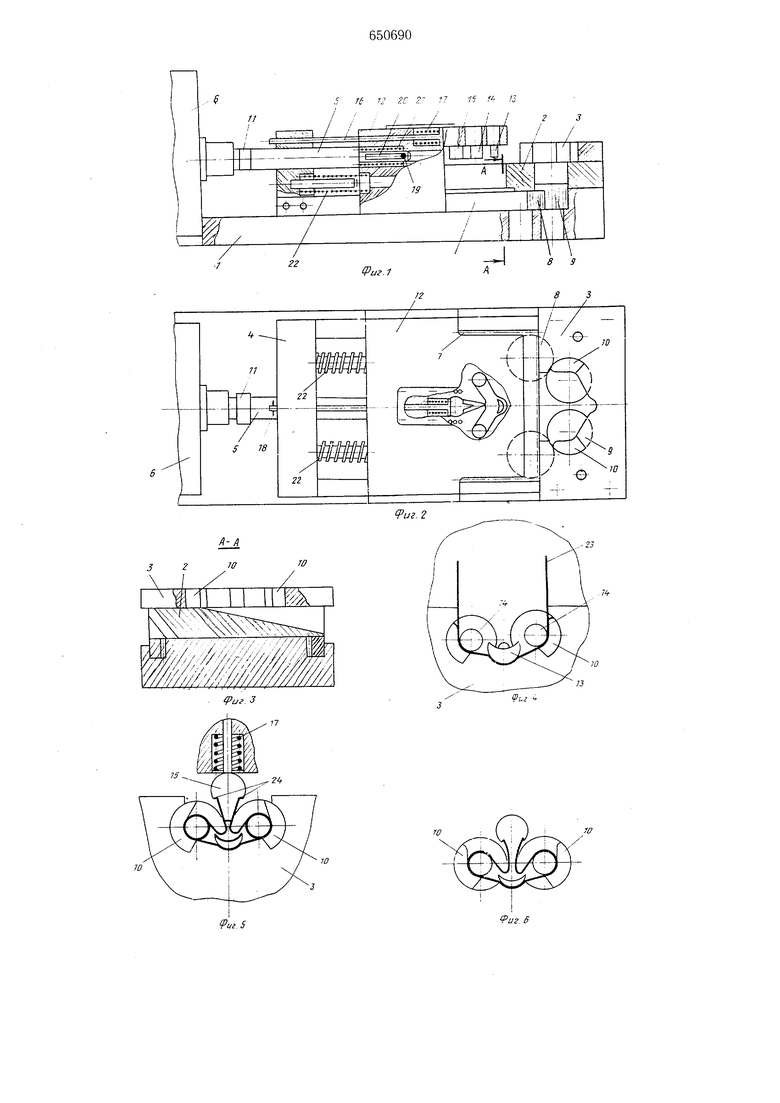
Устройство относится к обработке металлов давлением, в частности к изготовлению фиксатора пружинной рукоятки дистанционного управления лодочным мотором,, преимущественно из пружинной ленты в виде замкнутого симметричного цилиндроида с концами, отогнутыми наружу. Известно устройство 1 для гибки замкнутых коробчатых деталей, с неплоскими стенками, имеющее неподвижную матрицу, подвижный пуансон, оправку и боковой пуансон, перемещающийся перпендикулярно пуансону и оправке и обеспечивающий замыкание контура детали. Однако на подобном устройстве невозможно изготовление .из пружинной ленты деталей замкнутого контура в виде симметричного цилиндроида с выпукловогнутыми элементами и отогнутыми наружу концами. Известно устройство 2 для гибки заготовок, содержащее неподвижный формующий элемент, закрепленный на основании, плиту, смонтированную на штоке силового цилиндра и несущую рейки, взаимодействующие с щестернями, на которых закреплены поворотные формующие элементы, тягу, на ОДНОМ конце которой закреплена оправка, а другой конец свободно размещен в плите и несет фиксатор. Однако и на этом устройстве также нельзя изготавливать детали сложной формы. С целью повышения производительности устройства и качества изготовления деталей сложной формы типа цилиндроидов устройство снабжено упором, закрепленным на штоке и взаимодействующим с плитой, траверсой, установленной с возможностью продольного перемещения по щтоку и подпружиненной относительно него, дополнительным фиксатором для ограничения перемещения траверсы, формующими элементами, закрепленными на траверсе и взаимодействующими с неподвижными и поворотными формующими элементами. Тяга и плита подпружинены относительно траверсы. С целью повышения точности изготовления деталей оправка снабжена выступами для фиксации концов заготовки. На фиГ: 1 и 2 показано устройство в двух проекциях; на фиг. 3 - то же, сечение А-А фиг. 1; на фиг. 4-7 стадии изготовлеиия детали; на фиг. 8 - готовая деталь. На основании 1 устройства закреплен посредством наклонной.вставки 2 неподвижный формующий элемент 3 в виде матрицы. По направляющим основания перемещается плита 4, смонтированная с возможностью перемещения по штоку 5 силового цилиндра 6 и несущая рейки 7, взаимодействующие с щестернями 8 и 9. На торце шестерни 9 закреплены поворотные формующие элементы 10. Шестерни 9 установлены в расточках, основания 1. На щтоке 5 закреплен упор 11, а также установлена с возможностью продольного перемещения траверса 12, несущая формующие элементы 13 и 14. Оправка 15 закреплена на одном конце тяги 16, проходящей через траверсу 12 и плиту 4 и подпружиненной относительно траверсы 12 пружинами 17. На другом конце тяги 16 закреплен фиксатор 18 в виде щтифта. Дополнительный фиксатор 19 для ограничения перемещения траверсы 12 по щтоку 5 выполнен в виде щтифта, закрепленного в щтоке 5 и входящего в паз 20, выполненный в траверсе 12, подпружиненной относительно щтока 5 пружинами 21. Плита 4 подпружинена относительно траверсы 12 пружинами 22 усилием, .меньщим усилия пружин 21, для выполнения последовательного отвода сначала плиты 4 с рейками 7, а затем траверсы 12 с формующими элементами. Работает устройство следующим образом. Отрезанная мерная заготовка ленты S3 подается к рабочей плоскости матрицы 3. В работу включается силовой цилиндр 6, и его щток 5 через пружину 21 перемещает траверсу 12 с формуюпшми элементами 13 и 14 и тягу 16 с оправкой 15. Заготовка гнется по формующей полости матрицы 3 - осуществляется первая стадия гибки (см. фиг. 4). Формующие элементы 13 и 14 имеют крайнее рабочее положение, а шток 5 продолжает двигаться в пределах паза 20, отжимая пружину 21. Затем упор 11 щтока 5 подходит к плите 4 и начинает перемещать связанные с ней рейки 7. В работу включаются боковые поворотные гибочные элементы 10 и занимают конечное рабочее положение (см. фиг. 5), осуществив вторую стадию гибки. Оправка 15 формует разведенные отогнутые наружу концы детали и одновременно поднутренными выступами 24 фиксирует концы детали 25 для бсспрепятственного вывода поворотных гибочных элементов 10 и удержания детали. Реверсируется щток привода.. Сжатая пружина 21 удерживает траверсу 12 с формующими элементами 13 и 14 и оправку 15 на месте. Под действием пружин 22 начинается возврат в исходное положение плиты 4, перемещение реек 7 и возврат в исходное положение поворотных гибочных элементов 10 (см. фиг. 6). Пружина 21 разжимается полностью, и щток 5 через фиксатор 19 осуществляет отвод траверсы 12 с формующими элементами 13 и 14, оправкой 15 и деталью. В .момент прихода плиты 4 и траверсы 12 в конечное исходное положение тяга 16 через щтифт 18 перемещает оправку 15 влево, освобождая из выступов 24 концы детали 25. Под действием упругих сил ослабляется охват деталью 25 формующих элементов 13 и 14, деталь падает на наклонную вставку 2 и попадает в тару (см. фиг. 7). Цикл повторяется. Формула изобретения 1. Устройство для гибки заготовок, содержащее неподвижный формующий элемент, закрепленный на основании; плиту, смонтированную па щтоке силового цилиндра и несущую рейки, взаи.модействующие с щестернями, на которых закреплены поворотные формующие элементы, тягу, на одном конце которой закреплена оправка, а другой конец свободно размепхен в плите и несет фиксатор, отличающееся, тем, что с целью повыщения производительности и качества изготовления деталей сложной формы типа цилиндроидов, оно снабжено упоро.м, закрепленным на штоке и взаимодействующим с плитой, траверсой, установленной с возможностью продольного перемещения по итоку и подпружиненной относительно него, дополнительным фиксатором для ограничения перемещения траверсы, формующими элементами, закрепленны.ми на траверсе и взаимодействуюпшми с неподвижным и поворотными формующими эле.ментами, а тяга и плита подпружинены относительно траверсы. 2. Устройство по п. 1, отличающееся тем, что, с целью повышения точности изготовления деталей, оправка снабжена выступа.ми для фиксации концов заготовки. Источники информации, принятые во внимание при экспертизе 1.Авторское св1 детельство JMb 408689 кл. В 21 D 11/00, 1971 2.Авторское свидетельство № 242109, кл. В 21 D 1/00, 1968.
//
7t 12 1C Z,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки из проволоки изделий типа шплинтов | 1973 |
|
SU482230A1 |
| Устройство для изготовления обрезиненного кордного полотна | 1973 |
|
SU539510A3 |
| Захватный орган манипулятора | 1978 |
|
SU778876A1 |
| Устройство для подачи деталей к параллельно-работающим станкам | 1972 |
|
SU443742A1 |
| ГИБОЧНЫЙ СТАНОК | 1973 |
|
SU367932A1 |
| Устройство для перемещения деталей с рабочей позиции пресса | 1981 |
|
SU967632A1 |
| Автооператор для транспортировки деталей | 1979 |
|
SU859782A1 |
| Устройство к многошпиндельному резь-бОНАРЕзНОМу СТАНКу | 1978 |
|
SU795779A2 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| Автомат для обмотки роторов электрических машин | 1972 |
|
SU540582A3 |

J9
22
J.1
T
-Л
8 9
7S
Риг. 7
