Изобретение относится к литейному машиностроению, в частности к устройству прессовых формовочных машин, и может быть использовано в литейных цехах серийного и крупносерийного производства, например производство котельных секций, чугунных отопительных радиаторов и других.
Известно устройство для иоследовательного прессования формовочной смеси элементами модельной оснастки, содержаихее наполнительную рамку, жестко связанную с корпусом прессовой машины, во внутренней полости которого размещены одна над другой и имеюи ие возможность перемешения в вертикальной плоскости подмодельная плита с прорезями и подмодельная плита с выступами, размеш,енными соосно с прорезями 1 .
Известное устройство не учитывает первоначальную плотность смеси после засыпки, способность смеси уплотняться, вследствие чего не обеспечивает технологически необходимую плотность смеси в узких промежутках между моделями или в углублениях (карманах) самих моделей, что неизбежно приводит к браку литья по геометрии.
Целью изобретения является по,-1учсние заданной плотности смеси в п|юмежутках между моделями и в узких карманах моделей.
Указанная це.чь достигается тем, что подмодельиые плиты соединены между собой упругим эле.ментом, oбecпe :nвaюши i дифференцированное (с учетом СИ.1 реакции смеси, определяемых свойствами смесп, первоначальной плотности смеси после засыпки) движение плит при прессовании.
В качестве упругого элемента использован гидроцилиндр, включенный в замкнутую гидросистему, состояп ую из регулятора давления, обратного клапана и емкости (бачка) с маслом, позволяющий авто.матически регулировать и иолучать любое требуемое значение плотности смеси между моделями или в узких карманах самих моделей.
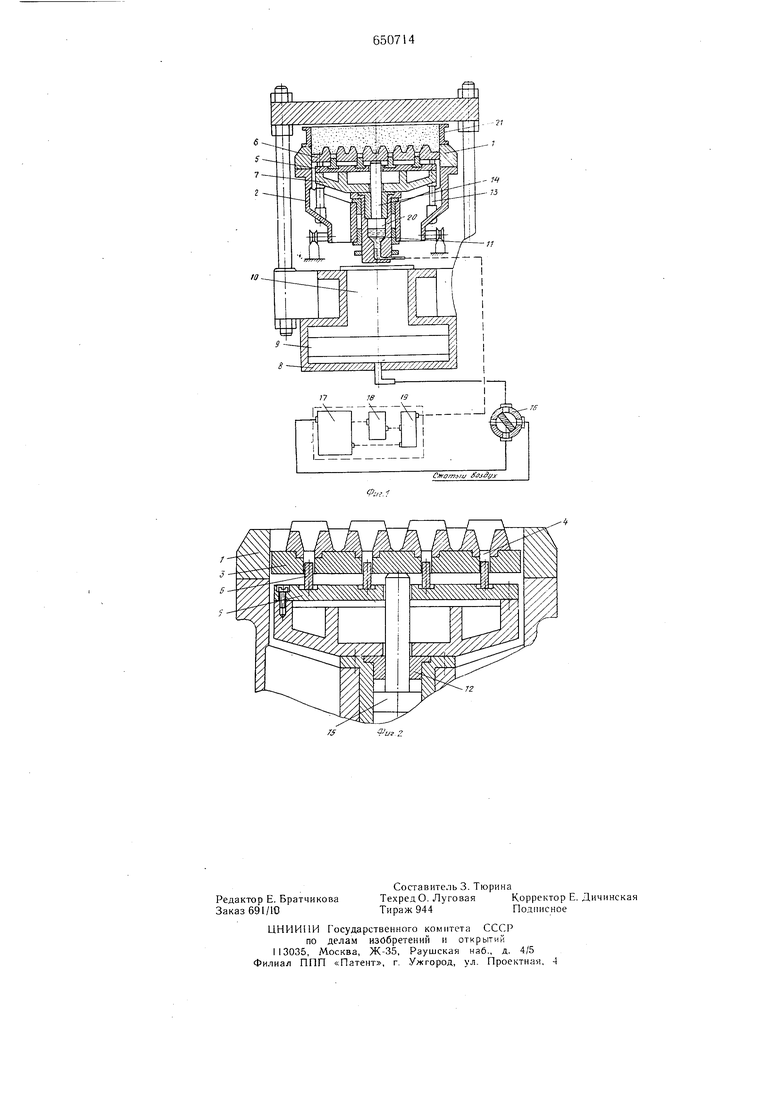
На фиг. 1 изображено предложенное устройство в разрезе; на фиг. 2 - частичный разрез.
Устройство содержит наполнительную рамку 1, жестко связанную с корпусом 2, подмодетьную плиту 3 с прорезями 4, связанную с подмодельной плитой 5 с выступами 6, жестко связанными с подстаканной плитой 7, через которую передается усилие пневматического прессового цилиндра 8 с поршнем 9 и П1ТОКОМ 10, через направляющие стаканы 11. расположенные в запрессованных в корпусе 2 втулках 12. Подмодельная плита 3 перемещается относительно подмодельной плиты 5 по направляюшим 13 посредством штока 14, передаюшего усилия поршней 15, расположенных в направляющих стаканах II, являющимися одновременно корпусами запорных гидроцилиндров. Устройство имеет систему управления процесса прессования; кран 16 управления, емкость 17 с маслом, обратный клапан 18 и регулятор 19 давления. Предложенное устройство работает еледующим образом. Поворотом крана 16 управления в положение «протяжка моделей сжатый воздух из магистрали (Р 5-6 ати) иоступает в емкость 17. Л1асло из емкости под давлением через обратный клапан 18 поступает в запорные гидроцилиндры 20, щтоки 14 которых перемещают подмодельную плиту 3 с прорезями 4 вверх относительно подмодельной плиты 5, т.е. происходит разъединение плит, создавая тем самым дополнительный объем в прорезях подмодельной плиты для фор.мовочной смеси перед ее засыпкой. После засыпки формовочной смеси в опоку 21 поворотом крана 16 управления в положение «прессование сжатый воздух из цеховой магистрали (на чертежах не иоказана) постуиает под поршень 9 прессового цилиндра 8. При прессовании смыканию подмодельных плитЗ, 5 препятствуют штоки 14 гидроцилиндров, так как выдавливание масла ИЗ них в емкост) 1/ может произойти при достижении определенного давления заданного регулятором 19 давления. Поэтому с помощью регулятора давления можно регулировать ход прессования подмодельных плит в разомкнутом состоянии, чем больше этот ход, тем больще величина уплотнения формовочной смеси в рассматриваемых зонах формы. При достижении в гидроцилиндрах заданного противодавления начинается смыкание подмодельных плит и дальнейи1ее прессование происходит в их сомкнутом состоянии. Формула изобретения 1.Устройство для изготовления литейных форм дифференциально-последовательиым прессованием смеси, содержащее наполнительную рамку, жестко связанную с корпусом, во внутренней полости которых расположены одна над другой и имеющие возможность перемещения в вертикальной плоскости Подмодельная плита со сквозными прорезями и Подмодельная плита с выступами, размещенными соосно с прорезями, отличающееся тем, что, с целью получения заданной плотности смеси в промежутках между моделями и в узких карманах моделей, оно снабжено упругим элементом, связывающим подмодельные плиты между собой. 2.Устройство по п. 1, отличающееся тем, что в качестве упругого элемента использован гидроцилиндр, включенный в замкнутую систему подачи масла. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство № 265380, кл. В 22 С 15/02, 1963.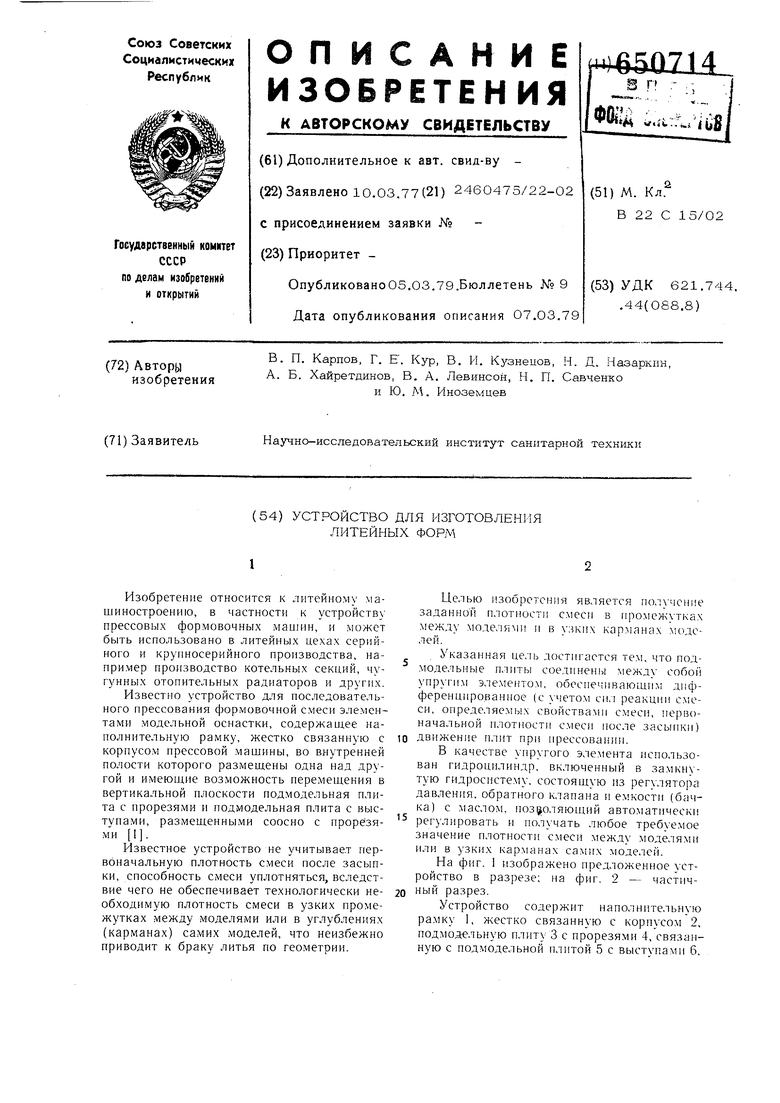
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Способ изготовления литейных форм | 1988 |
|
SU1565572A1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Формовочная машина для изготовления литейных форм объемным прессованием | 1977 |
|
SU933188A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| Способ изготовления литейных форм | 1988 |
|
SU1613242A1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |