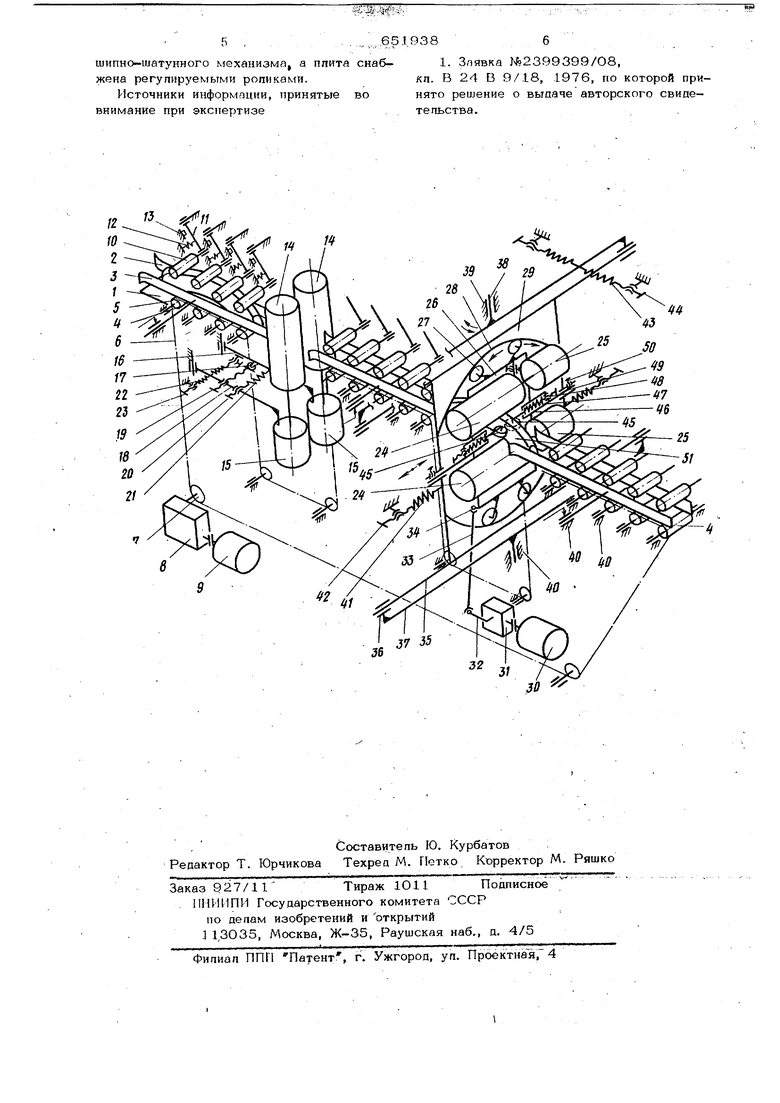
ный упругий инструмент 24 насажен на валы эпектроавигатепей 25, закрепленны на ппите 26, снабженной роликами 27. Плита 26, перекатываясь на роликах 27 по круговым направляющим 28 плиты 29 соверипет качательные движения, которы осуществляются от электродвигателя ЗО через редуктор 31. На выходной вап редуктора насажен кривошип 32, шарнирно связанный с шатуном 33, который также шарнирно через палец 34 связан с плитой 26. Для передачи качательного движения плиты 26 занимающие различные положения в пространстве шарниры, свя- зьгеающие кривошип 32 с шатуном 33, соединенным с пальцем 34, закрепленны на плите 26, выполняют. сферическими (пространственными). На направляющих 35 поступательно перемещаются в напра ляющих 36 направляющие 37, несущие в вертикальной плоскости два соосно рас положенных шипа 38, установленных в направляющих 39 станины 40. При помо щи шипов 38 направляющие 37 имеют во можность поворота вокруг вертикальной оси. Для возврата плиты 29 в исходное положение предусмотрены пружины 41, регулировка которых осуществляется вин тами 42. Возврат направляющих 37 в исходное положение при поворотах вокруг вертикальной оси осуществляется пру жинами 43 с регулировочными винтами 44. Два ролика 45 установлены в корпу сах 46 и подпружинены пружинами 47, усилие прижима которых регулиру ется ви тами 48. Корпуса 46 ропиков 45 на направляющих 49 устанавливаются на ппите 29 и фиксируются в необходимых положениях винтами 5О. Устройство работает следующим образом. Устанавливаются требуемые зазоры между направпякйцими 2 и 3 и шлифовальным упругим инструментом 14 с помощью винта 19 и пружины 21, с помощью пружин 2.2. К винтов 23 выставляются в требуемое исходное положение коромысла 16 и 18. Устанавливается зазор, равный высоте обрабатываемой де тали 51, в шпифова1П1 ноМ упругом инструменте 24. В исходное положение выставляются ролики 45, зазор между которыми равняется толщине обрабатываемой детали. При помощи пружин 41 и винтов 42 уставляется исходное положвт ние плиты 29,аспомощьюпружины43 , и винтов 44 - исходное положение направляющих 37. По столу 1 заготовка обрабатываемой детали 51 между направляющими 2 и 3 подается к вальцам 4 и 10, протаскивающим ее через вращающийся шлифовальный упругий инструмент 14 для обработки боковых криволинейных поверхностей. При этом постоянный контакт между обрабатьтаемыми поверхностями заготовки и инструментом 14 обеспечивается пружиной 21, а автоматическое /:лежёние по криволинейному контуру - за / счет возможности качания инструмента 14 вместе с коромыслами 16 и 18. Возврат коромысел в исходное положение после прохождения заготовки осуществляется с помощью пружин. После прохождения шлифовального упругого инструмента 14 обрабатываемая заготовка по второй секции вальцов 4 и 10 подается к горизонтально расположенному вращающемуся и качающемуся на плите 26 инструменту 24. Ролики 45 встречают обрабатываемую заготовку, захватьгеают ее по средней части и ориентируют ш пифовальный упругий инструмент 24 по радиусу ее кривизны, разворачивая направляющие 37 относительно вертикальной оси, при этом направляющие 37 на шипах 38 поворачиваются в направляющих 39 станины 40. Чтобы заготовка находилась в центре качания шлифовального упругого инструмента 24, ролики 45 перемещают всю плиту 29 поступательно по направляющим 37. Благодаря роликам 45, осуществляк щим слежение при обработке заготовки детали, шлифование овальных поверхностей производится в оптимальных условиях. Формула изобретения Устройство для шлифования деталей из древесины, содержащее станину, плиту с поворотным на ней ротором, на котором установлен упруго прижимаемый к обрабатьгеаемой детали шлифовальный ин- ctpyMeHT, с ПрйвЬдЪм его вращения и систему прижимных и приводных роликов, отличающееся тем, что, с цепью расширения технологических возможностей устройства, плита установлена с возможностью поступательного перемещения в вертикальной плоскости по введенным в станок направляющим с вертикальной осью поворота, при этом привод ротора выполнен в виде сферического кривошипно-шатунного механизма, а ппита снабжена регупируемыми роликами.
Источники информации, принятые во внимание при экспертизе
.6519386
1. Заявка №2399399/08, кп. В 24 В 9/18, 1976, по которой принято решение о выдаче авторского свидетепьства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования деталей круглого сечения из древесины | 1979 |
|
SU865616A2 |
| Устройство для шлифования деталей из древесины | 1981 |
|
SU1007935A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1977 |
|
SU709336A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1060425A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1985 |
|
SU1266712A2 |
| Устройство для шлифования | 1990 |
|
SU1779551A1 |
| Устройство для обработки деталей сложного профиля | 1976 |
|
SU662325A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU933395A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007936A2 |
