Изобретение относится к области обработки деталей из древесины. По основному авт.св. N 624775 известно устройство для шлифования деталей круглого сечения из древесины, содержащее станину, вращающийся полый ротор, несущий на себе шлифовальные инструменты, упруго прижимаемые к обрабатываемой детали, с приводом их вращения, систему приводных и прижимных роликов, два кривошипа и шатуна, шарнирно связанных между собой и обра зующих параллелограмм, на котором уста новлен упомянутый полый ротор, снабжен ный подпружиненными коромьк лами, несущими на себе шлифовальные инструменты, оси которых расположены в плос кости, перпендикулярной направлению подачи детали, при этом кривошипы снабжен двумя противодействующими пружинами. Недостатком устройства является невысокое качество шлифования торцов деталей, связанное с тем, что при п.оцаче деталей в зазор между шлифовальными пневмоиилиндрами в момент их горизон- тального расположения гюдщлифовка торцов производится частично, либо совсем не производится. Для повышения качества ишифования последних необходимо после окончательного шлифования деталей на данном устройстве производить подшлифовку торцов либо вручную, либо на другом устройств, что приводит к увеличению времени на обработку деталей в целом и, соответственно, снижает производительность устройства. Целью изобретеЕШЯ является повышение производительности и качества обработки путем достижения возможности шлифования торцов, изделия. Ноставленная цель достигается тем, что устройство снабжено приспособленн ем для подшлпфовки торцов, выполненным в виде uinpHupFioro параллелограмма, царнирно связанного с шатуном, на котором установлен инструмент в виде пневмоиилиндра с приводом его вращения, при этом параллелограмм спабжен противовесом р прижимами для возврата его в исходное положение.
Для обеспечения кечествонного многократното шлифования торца детали за один проход шлифуемой детали пневмоцилиндр имеет абразивное покрытие с кольцевыми зонами различной характеристики от нижней, более грубой до верхней, наиболее мелкозернистой.
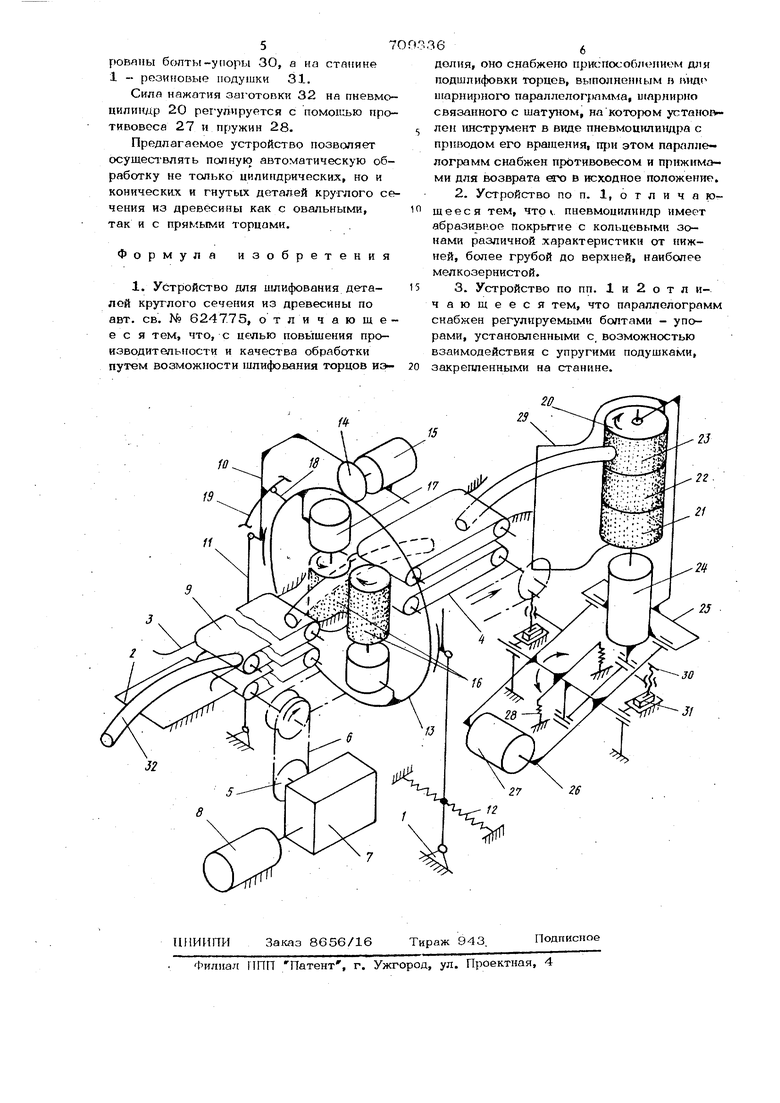
Для фиксации пневмоцилиндра в исходном положении и предотвращения жесткого удара при возврате параллелограмм снабжен регулируемыми болгеми - упорами, установленными с возможностью взаимодействия с упругими полушками, закрепленными на станине. На чертеже схематично изображено предлагаемое устройство.
Устройство содержит станину 1, стол 2, направл5пощие 3, подающий транспортер 4 со звездочками 5 и приводом через цепь 6, редуктор 7 и электродвигатель 8, прижимной транспортер 9, шатун iO и кривошипы 11 шарнирного параллелограмма, удерживаемого присоединенными к кривошипам пружинами 12, ротор 13, находящийся в контакте с фрикционнымКолесом 14, сидящим на валу электродвигателя 15, укрепленного . на шатуне 1О, шлифовальные пневмоцилиндры 16, сидящие на валах электродвигателей 17, закрепленных на роторе 13, токосъемное устройство, состоящее из пальца 18 на роторе 13 и щеток 19 на шатуне, вертикальный пнёвмоцилиндр 2О с тремя шкурками 21, 22 и 23, номер зернистости которых последовательно понижается снизу вверх, электродвигатель 24, смонтированньш на шатуне 25 шарнирного параллелограмма, кривошипы 26, противовес 27, пружины возврата 28, направляющий кожух 29, регулируемые болты-упоры ЗО на кривошипах 26 и резиновые подушки, 31 на станине 1Вертикальный пнёвмоцилиндр 20 со шкурками 21, 22 и 23 устанавливается после последнего транспортера на расстоянии 0,5-0,7 длины заготовки.
Устройство работает следующим образом. Устанавливается требуемый зазор между направляющими 3.
По столу 2 между направляюш.ими 3 и транспортерам 4 и 9 подается заготовка обрабатываемой детали 32-. Транспортеры 4 и 9 протаскивают её между шлифовальными цилиндрами 16, которые вращаются не только вокруг своих осей, но и вместе с приводимым от электродвигателя 15 ротором 13 с токой скоростью, чтобы ширина шлифуемой полосы, зависящая от деформации ицтифов,льных пневмоцилиндров, оставалась больше величины подачи заготовки за полоборота ротора 13 (при двух шлифовальных, пневмоцилиндрах 16).
При этом контакт между заготовкой обрабатываемой детали и игкурками обеспечивается пневмоцилиндрами 16, а автоматическое слежение по криволинейному контуру за счет качания шатуйа 10 с ротором 13 и цилиндрами 16 на кривошипах 11. Возврат шатуна Ю в исходное положение после прохождения обрабатьшаемой заготовки 32 осуществляется пружинами 12.
Заготовка 32 последовательно пропускается через три ротора (на чертеже для упрощения показан только последний, третий ротор), снабженных шлифовальными цилиндрами с последовательно скиженными номерами зернистости шкурками при общей системе подающего 4 и прижимного 9 транспортеров.
Заготовка 32, выходя из последни.х транспортеров 4 и 9, наталкивается торцом на вертикальный пнёвмоцилиндр 20. Соприкосновение обрабатываемой заготовки с пневмоцилиндром начинается снизу с грубой щкурки 21, Пнёвмоцилиндр 20 вместе с электродвигателем 24 через шарнирный параллелограмм (шатун 25 и кривошипы 26) под действием заготовки 32 начинает двигаться по дуге, одновременно отходя от транспортеров 4 и 9 в сторону движения заготовки, и опускается сверху вниз. При этом заготовка 32 транспортерами 4 и 9 движегтся вперед и, находясь, на одном и том же уровне по вертикали, нее время находится в контакте с пневмоцилиндром 2О.
Таким образом торец заготовки автоматически пройдет все три с последо- сниженными номерами зернистости шкурки 21, 22 и 23 и после прохождения транспортеров 4 и 9 отишкфованная окончательно деталь подается в бункер (на чертеже не показан).
Вертикальный пнёвмоцилиндр 2О вместе с. электродвигателем 24 посредством шарнирного параллелограмма прогивовеса 27 и пружин 28 возвращается в исходное положение на paccтo нии 2/3 длины заготовки 32 от траиспогтеров 4 и 9. С целью предотвращения жесткого удара при возврате, на кривошипах 2G смокти

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования деталей круглого сечения из древесины | 1979 |
|
SU865616A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU990478A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU876380A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU933395A2 |
| Устройство для шлифования деталейКРуглОгО СЕчЕНия из дРЕВЕСиНы | 1978 |
|
SU804380A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU929407A2 |
| Устройство для шлифования деталей круглого сечения | 1985 |
|
SU1321559A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Устройство для шлифования деталейКРуглОгО СЕчЕНия из дРЕВЕСиНы | 1979 |
|
SU831557A2 |
